General 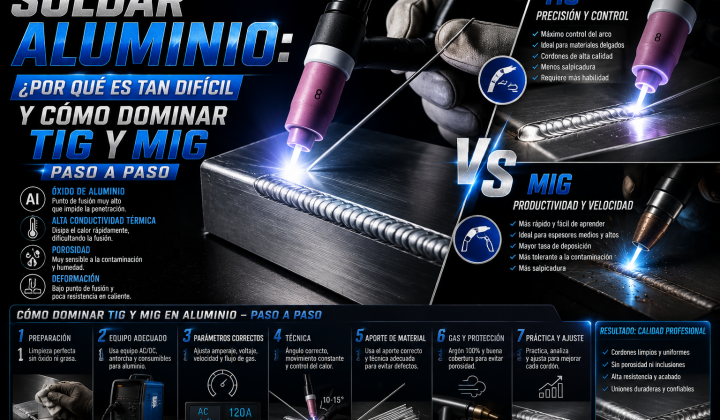
General
Soldar aluminio: por qué es tan difícil y cómo dominar TIG y MIG paso a paso
Guía para principiantes sobre soldadura de aluminio: limpieza del óxido, gas, polaridad y ajustes de equipo en TIG…


Es posible cortar, perforar, acanalar y biselar metales, fundiendo el metal mediante el intenso calor de un arco eléctrico que se establece entre un electrodo especial y la pieza. Un chorro de gas a gran presión, que emana de la combustión del revestimiento especial, choca con el baño de metal fundido detrás del arco y lo desprende. La velocidad de corte varía según las condiciones de trabajo; la aplicación de estos electrodos se realiza utilizando equipos convencionales de soldadura eléctrica manual, no requiriendo equipos o accesorios adicionales.
¿CUÁLES SON LAS APLICACIONES?
El proceso de corte con electrodos se utiliza para cortar, perforar, eliminar secciones defectuosas, remover soldaduras antiguas, acanalar la raíz, preparar biseles y ranuras para la soldadura en toda clase de metales ferrosos y no ferrosos. El área de corte es pequeña y como el metal se ha fundido y es rápidamente removido, el área circundante no llega a altas temperaturas. Esto reduce la tendencia a la distorsión y rajaduras.
¿QUÉ ELECTRODOS SE PUEDEN USAR?
Existen dos tipos de electrodos para este proceso:
• Para corte y perforado, cada fabricante le da el nombre comercial al tipo de electrodo.
• Para biselado y acanalado.
Los electrodos son fabricados desde 2,5 mm a 6,3 mm de diámetro
VENTAJAS.
Con los electrodos de corte y biselado puede removerse acero dulce a una velocidad de hasta 10 kg por hora, mientras que con un disco esmerilador de alta velocidad sólo se llega a 2 kg por hora máximo. Frente al proceso de corte con electrodo de carbón, tiene la ventaja de no requerir de equipos adicionales de aire comprimido y sus diversos accesorios, eliminándose también el porta-electrodo especial que se requiere para el corte con carbón.
Si se compara con el corte oxiacetilénico, se observa que este proceso está limitado al corte de aceros dulces simplemente; en cambio, con electrodos metálicos especiales para el caso es posible cortar, perforar, etc. cualquier tipo de acero laminado, fundido o forjado, como también las diferentes clases de hierro fundido y aceros inoxidables, así como el cobre, bronce, aluminio y cualquier metal o aleación no-ferrosa.
El proceso permite cortar planchas de diversos espesores, accionándolo a lo largo de la línea de corte como si fuera un serrucho. Para efectuar el corte es necesario ejercer un movimiento de manera que el metal fundido y la escoria puedan escurrirse fuera de la zona de corte.
Para perforar orificios de diámetros pequeños en planchas delgadas, se establece el arco y se presiona el electrodo hacia abajo hasta producir el agujero, aumentando, de ser necesario, luego su diámetro.
Para biselar y acanalar, se bisela y acanala cualquier metal o aleación metálica. También permite remover material fatigado o depósitos defectuosos de metal de aporte. Para efectuar ranuras o canales, o bien para preparar biseles, el electrodo se maneja con la técnica de ángulo de inclinación a 30°; con un buen manejo debe obtenerse canales bien definidos.
Pregúntale al asistente de DoctorWelding sobre este tema y te responde citando nuestros artículos.
Guía para principiantes sobre soldadura de aluminio: limpieza del óxido, gas, polaridad y ajustes de equipo en TIG…

Comparativa entre soldadura láser y TIG centrada en las ventajas del láser: velocidad, distorsión, penetración y automatización.