General 
General
Soldadura láser vs TIG: ¿por qué el láser está ganando terreno?
Comparativa entre soldadura láser y TIG centrada en las ventajas del láser: velocidad, distorsión, penetración y automatización.


En la industria en general se encuentran diferentes tipos de aplicaciones que tienen que ver con soldadura, los recubrimientos protectores son un área especializada en donde se deben analizar muchos factores para que la aplicación tenga los mejores resultados.
Este tipo de aplicaciones generan grandes ahorros ya que aumenta la vida útil de las piezas que van a estar sometidas a algún tipo de desgaste. En el siguiente artículo se analizará la aplicación de los carburos de tungsteno, este tipo de carburos hacen parte del grupo de los recubrimientos más duros y resistentes, al aplicarlos como recargue de soldadura es un método rápido, fácil de aplicar y su versatilidad y flexibilidad son inigualables.
El carburo de tungsteno es un material ideal cuando se trata de aplicaciones de abrasión severa, existen diferentes productos para asegurar el éxito. El recargue duro de carburo de tungsteno reduce el desgaste en piezas que se utilizan en minería y procesamiento de vetas, minerales, herramientas para agricultura, construcción y terreno de minería, también tiene una gran aplicación en el sector de perforación para petróleo y gas, al igual que en herramienta para formación de túneles y reciclado direccional horizontal, es decir su campo de utilización es muy alto.
¿Cuál es el proceso de soldadura más usado en la aplicación de Carburos de tungsteno?
Los siguientes procesos de soldadura están en orden de popularidad de uso:
Existe un amplio rango de variedad de equipos y fuentes de poder en el mercado. La tendencia actual es hacia el uso de procesos de soldadura semi y automático usando FCAW o GMAW, que comparten popularidad. El proceso GMAW, ya sea en alambre sólido o con fundente metálico debe ser siempre usado con protección gaseosa; mientras que el proceso FCAW emplea algunos alambres que no requieren protección gaseosa y otros alambre que si la requieren. El proceso con electrodo revestido, SMAW, continúa siendo muy popular, especialmente para aplicaciones en sitio o campo debido a la versatilidad y portabilidad de los equipos necesarios.
A continuación algunos factores a ser considerados para una adecuada selección del proceso de soldeo:
Para la aplicación adecuada de los carburos de tungsteno, se debe analizar y escoger de manera adecuada el proceso de soldadura; en muchas partes se utilizan aun los procesos de combustión química como el oxicombustible, si es esta la aplicación se debe establecer una flama oxidante con una boquilla número 5 o más grande dependiendo de la aplicación a realizar. Para esta aplicación utilice un calentamiento homogéneo en la pieza a soldar, utilice el material de aporte con el fundente y mantenga siempre el calentamiento de la pieza y la soldadura hasta que se logre la fusión, con este tipo de aplicaciones se pueden lograr durezas hasta de 70 HRC. Luego de aplicar la soldadura controle la temperatura de enfriamiento, ya que se pueden generar fisuras y desprendimientos del recubrimiento.
Pregúntale al asistente de DoctorWelding sobre este tema y te responde citando nuestros artículos.
Comparativa entre soldadura láser y TIG centrada en las ventajas del láser: velocidad, distorsión, penetración y automatización.
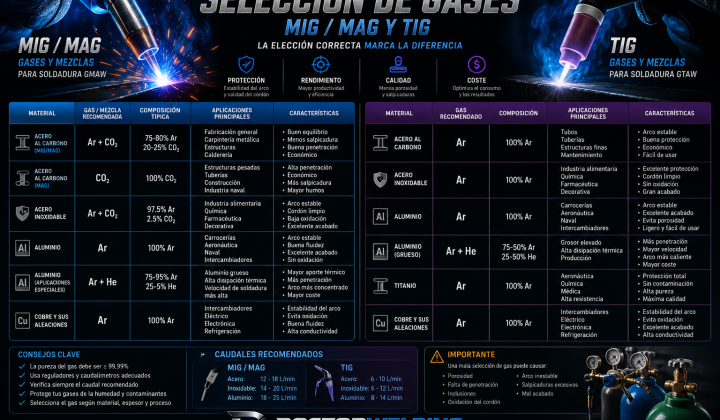
Guía práctica para elegir el gas de protección en MIG/MAG y TIG según material y posición, con efectos…
Lo siento, debes estar conectado para publicar un comentario.
Buenos días me gustaría que nos dieras en espefico como reparar los molinos de perforación y los estabilizadores con el carburo de tungsteno con proceso oxiacetileno gracias
Chuy. no se si aun estes buscando esta respuesta. podrias darme tu correo y datos de tu compania y te envio la informacion especifica, equipos, aleaciones y procedimeinto tenemos