General 
General
Soldadura láser vs TIG: ¿por qué el láser está ganando terreno?
Comparativa entre soldadura láser y TIG centrada en las ventajas del láser: velocidad, distorsión, penetración y automatización.

Las posiciones en soldadura están determinadas para calificar la habilidad de un soldador. Cuando se habla de posiciones de soldadura se hace referencia a una unión que se va a realizar en una posición diferente a la plana, teniendo como referencia que la posición plana es la más adecuada para realizar una soldadura de la mejor manera. No obstante, no todos los trabajos se pueden realizar en plano es por esta razón que existen las posiciones de soldadura las cuales sirven para determinar la habilidad de un soldador realizando un trabajo. Para calificar la habilidad de un soldador se debe contar con un procedimiento de soldadura previamente calificado, se debe analizar qué tipo de uniones se van a realizar y en que posiciones, esto con el fin de determinar cuál es la mejor posición para calificar al soldador. Las pruebas más exigentes para analizar la habilidad del soldador están en las uniones de tubería; se entiende que es más complejo realizar una soldadura en una superficie cilíndrica que en una superficie plana.
Para que la calificación del soldador se realice se la mejor manera hay que revisar los criterios de aceptación del código o estándar que se tome como referencia para la fabricación o reparación. Recuerde que las normas cuentan con un alcance que es fundamental tenerlo en cuenta para el desarrollo del proyecto, es por eso que la AWS (American Welding Society) se ha encargado de establecer códigos y normas para todo lo referente a fabricación de estructuras metálicas. La Sociedad de Ingenieros Mecánicos ASME se ha encargado de todo lo referente a recipientes a presión y el Instituto Americano del Petróleo API establece estándares para la construcción de oleoductos y gasoductos y recipientes de almacenamiento de crudo.
Estas entidades son las principales y en todas ellas se establecen los criterios de aceptación del procedimiento de soldadura y de la calificación del soldador en son de la posición que se vuelve una variable esencial para la habilidad.
La posición no afecta las propiedades mecánicas de la soldadura, por lo tanto, no es variable esencial para calificar procedimientos según el código o norma de referencia.
La especificación deberá siempre registrar las posiciones en las cuales la soldadura debe ser realizada.
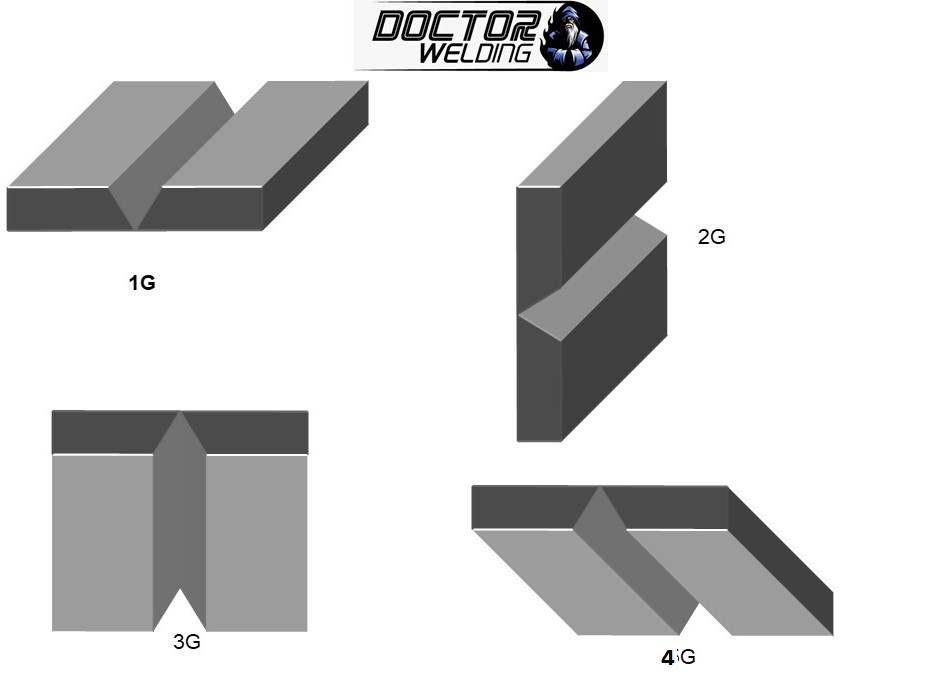
POSICIONES DE ENSAYO PARA SOLDADURAS EN RANURA
Posiciones para Platina
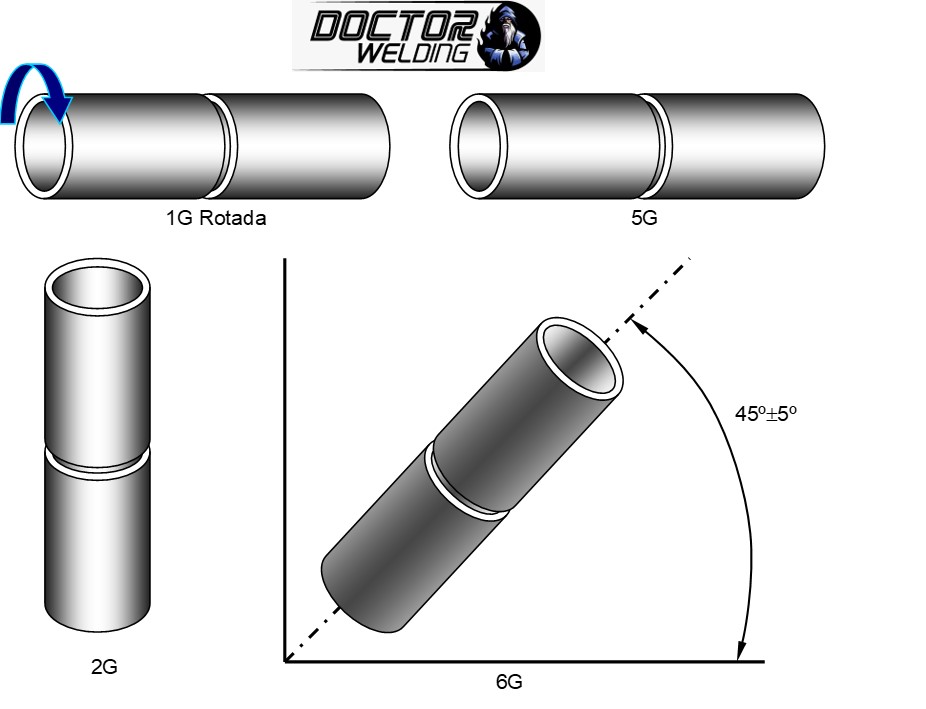
Posiciones para Tubería.
Posiciones para Filete uniones en T.
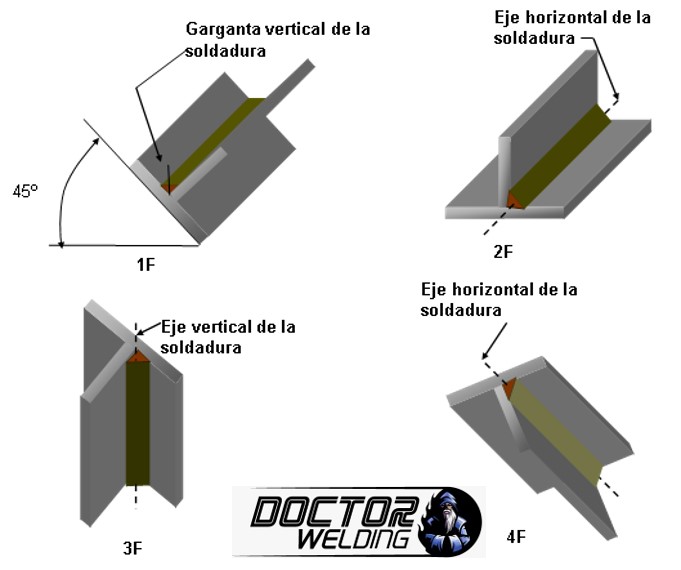
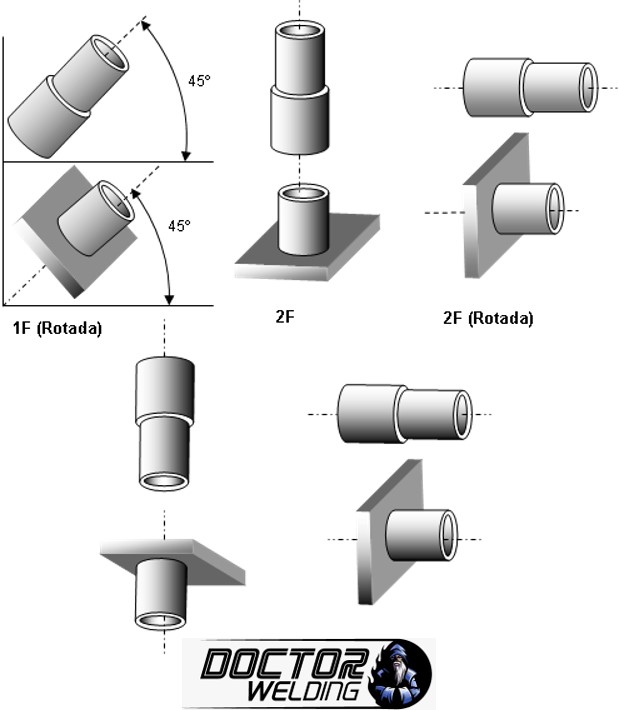
Posiciones para Tubería en Filete.
Pregúntale al asistente de DoctorWelding sobre este tema y te responde citando nuestros artículos.
Comparativa entre soldadura láser y TIG centrada en las ventajas del láser: velocidad, distorsión, penetración y automatización.
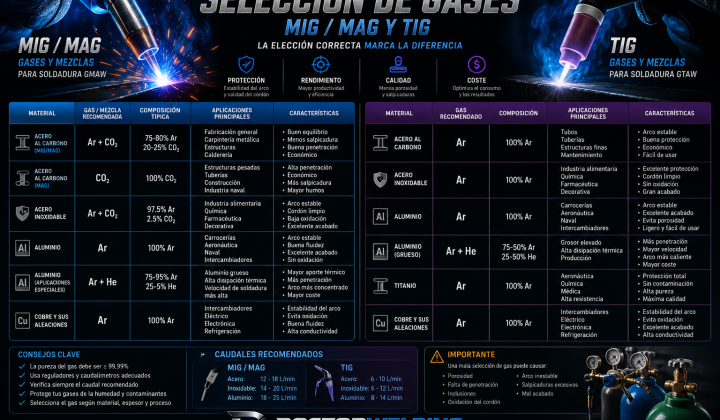
Guía práctica para elegir el gas de protección en MIG/MAG y TIG según material y posición, con efectos…