General 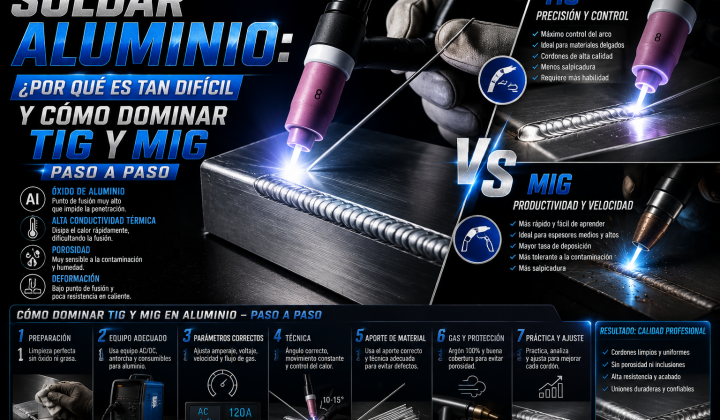
General
Soldar aluminio: por qué es tan difícil y cómo dominar TIG y MIG paso a paso
Guía para principiantes sobre soldadura de aluminio: limpieza del óxido, gas, polaridad y ajustes de equipo en TIG…


Pregúntale al asistente de DoctorWelding sobre este tema y te responde citando nuestros artículos.
Guía para principiantes sobre soldadura de aluminio: limpieza del óxido, gas, polaridad y ajustes de equipo en TIG…

Comparativa entre soldadura láser y TIG centrada en las ventajas del láser: velocidad, distorsión, penetración y automatización.