General 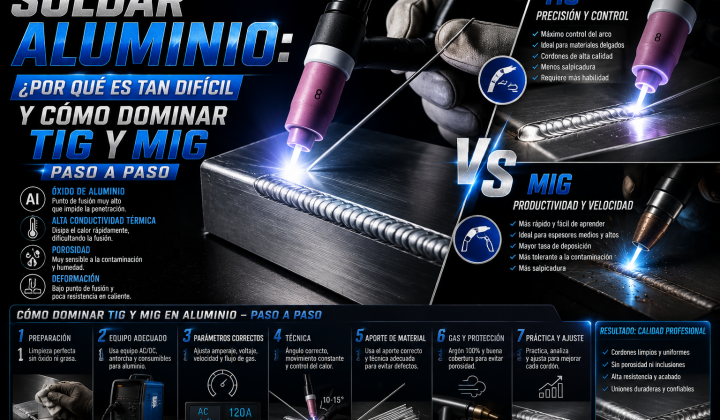
General
Soldar aluminio: por qué es tan difícil y cómo dominar TIG y MIG paso a paso
Guía para principiantes sobre soldadura de aluminio: limpieza del óxido, gas, polaridad y ajustes de equipo en TIG…


Los procesos de soldadura son útiles para la unión de metales en diferentes sectores industriales, la pregunta que siempre se debe hacer es ¿Qué tal quedo el cordón de soldadura? Muchos soldadores solo cumplen la función de aplicar soldadura según el proceso y la tarea que deben cumplir y se olvida que la principal característica de una unión soldada es calidad, es decir que no vaya a ocurrir un accidente con el componente que ha sido soldado; por tal motivo existen normas, códigos y estándares, cuya finalidad es establecer los sistemas de inspección para los componentes soldados.
Los códigos, normas o estándares, son documentos de referencia que cuentan con artículos de reseña para la inspección de uniones de soldadura, esto con el fin de evitar accidentes en el futuro y garantizar de alguna manera que la unión de soldadura fue realizada cumpliendo parámetros de un código, norma o estándar.
Siempre que se realice una unión de soldadura se debe realizar procesos de inspección con el fin de detectar y corregir defectos que se puedan presentar.
Una de las técnicas de inspección más utilizada es la inspección visual, esta técnica es obligatoria y el soldador es el primer inspector de soldadura, el cual debe tener la obligación de reportar algún tipo de discontinuidad o defecto que se presente antes, durante o después de la realizar la aplicación de soldadura.
Requerimientos para una inspección de soldadura.
A menos que se especifique otra cosa en los documentos contractuales, la inspección visual se realizará a todas las soldaduras de fabricación y montaje de acero estructural para edificios, fabricación de tanques y recipientes a presión y también se debe aplicar a la unión de tuberías de acero al carbono y de baja aleación por donde circulara petróleo o sus derivados.
Las inspecciones visuales que son requeridas y obligatorias se debe realizar antes, durante y después de la aplicación de soldadura.
Si no se establece un plan de inspección y de reparación se pueden llegar a presentar varios defectos que acumulados pueden generar un accidente en donde se pueden perder vidas humanas.
Inspección antes de comenzar a soldar.
Gastar un tiempo en inspección antes de iniciar a soldar previene errores y facilita el progreso del trabajo. Copias de los planos estructurales y planos de construcción y montaje deben ser obtenidos y revisados prioritariamente a comenzar cualquier trabajo, los planos de fabricación y montaje a ser utilizados, deben ser marcados como aprobados.
Una revisión de los requerimientos de material para el proyecto debe realizarse y verificarse. Los certificados de calidad deben ser obtenidos y el método de identificación y marca del acero deben ser determinados. La selección de los electrodos de soldadura debe ser determinada y el método de almacenamiento de consumibles de soldadura debe ser revisado.
Todo se debe inspeccionar según el procedimiento de soldadura y debe cumplir con los requerimientos de la norma o código de soldadura aplicable. Se debe documentar el procedimiento de soldadura especificado (WPS) en un formato, el cual se vuelve guía para hacer seguimiento de la aplicación de soldadura con el fin de garantizar la calidad de la misma.
El inspector debe verificar y obtener copias de los resultados de las pruebas de calificación de todos los soldadores, operarios de soldadura y punteadores (armadores) que efectúen soldaduras de calidad satisfactoria y cumplan con las especificaciones del proyecto y códigos aplicables.
Inspección durante la soldadura.
Es la inspección durante la soldadura la que ofrece el más grande desafío al inspector. La gerencia de fabricación o montaje pueden haber desarrollado excelentes procedimientos y secuencias de soldadura y suministrar esta información al superintendente de planta o campo para la instrucción y la de su personal, pero frecuentemente se encuentra que ésta información no ha sido suministrada o en algunas ocasiones tan solo parcialmente. La línea de comunicación del ingeniero de soldadura, al superintendente, al supervisor y al soldador, frecuentemente se ve interrumpida. La gran mayoría de veces se evidencia deficiencia en los cordones de soldadura ocasionada por la falta de conocimiento de los procedimientos de soldadura apropiados o la secuencia de estos, resulta en costos y trabajos extras. El superintendente y el supervisor son a veces menos conscientes de los peligros de no seguir los procedimientos y de los riesgos de no producir las toneladas de trabajo de soldaduras prescritas.
El inspector debe constantemente esforzarse por mantener las comunicaciones abiertas, para ver que el trabajo se ejecute de la mejor manera obteniendo la calidad deseada.
El inspector debe verificar que los materiales usados cumplan con los requerimientos contractuales y con los certificados de calidad. Este también determina si toda la soldadura es realizada de acuerdo con los procedimientos de soldadura aprobados.
La inspección durante la soldadura tiene sus limitaciones, es impráctico tener un inspector mirando sobre el hombro de cada soldador, esto se puede reducir con la revisión de la documentación de certificaciones de los soldadores antes de iniciar el proyecto.
Inspección después de soldar.
La inspección después de soldar es frecuentemente la parte más fácil del trabajo del inspector. Una parte de esta inspección es asegurar que todas las juntas, hayan sido soldadas y que los cordones tengan el tamaño correcto, mientras se verifica la cantidad de las soldaduras, se inspecciona por segunda vez la calidad de las mismas. La calidad de la soldadura es continuamente chequeada durante el trabajo, de esta manera, la inspección posterior a la soldadura llega a ser un doble chequeo, una revisión de los planos de fabricación y montaje debe realizarse, para determinar que todas las soldaduras han sido efectuadas y que tienen el tamaño correcto, el acabado y la longitud. Es necesario, verificar que no hayan sido aplicadas soldaduras no especificadas en los planos y las que están requeridas tengan el tamaño adecuado.
Además de la cantidad las soldaduras deben ser inspeccionadas por la calidad. Los cordones deben estar libres de grietas, falta de fusión y no tener excesiva porosidad superficial o socavados.
El inspector debe asegurarse que todos los ensayos no destructivos requeridos han sido realizados y reportados en soldaduras de estructuras. La mayoría de juntas encontradas son soldaduras de filete, soldaduras de bisel de aletas de vigas o columnas, de chaflan y filete para tramos de columnas. La inspección visual es considerada suficiente para esas conexiones. Sin embargo, las pruebas no destructivas cuando se usan apropiadamente son ayudas de inspección de un gran valor. En muchos casos es responsabilidad del inspector determinar en donde deben aplicarse ensayos no destructivos; es también responsabilidad del inspector verificar que las pruebas sean realizadas por personal calificado y con las técnicas apropiadas.

Pregúntale al asistente de DoctorWelding sobre este tema y te responde citando nuestros artículos.
Guía para principiantes sobre soldadura de aluminio: limpieza del óxido, gas, polaridad y ajustes de equipo en TIG…

Comparativa entre soldadura láser y TIG centrada en las ventajas del láser: velocidad, distorsión, penetración y automatización.