General 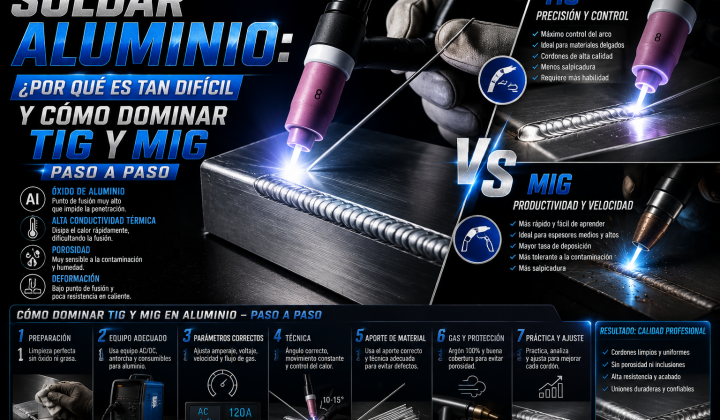
General
Soldar aluminio: por qué es tan difícil y cómo dominar TIG y MIG paso a paso
Guía para principiantes sobre soldadura de aluminio: limpieza del óxido, gas, polaridad y ajustes de equipo en TIG…


Por definición, la falta de fusión se describe como la condición en la cual el metal depositado no está completamente fundido con el metal base o con los pases anteriores. Debido a esto, se presenta una condición lineal y de una relativa agudeza al final de dicho defecto representando esto una peligrosa discontinuidad en el metal depositado. Esto puede ocurrir en diferentes partes dentro del metal depositado, una de esas partes puede ser la raíz o entre cordones.
Generalmente la falta de fusión puede estar asociada también con inclusiones de escoria; en efecto, la presencia de escoria generada por falta de limpieza, puede tener como consecuencia que la falta de fusión se genere.
Cuando el defecto se presenta en la raíz del cordón comúnmente a esta situación se refiere como falta de penetración, dado que el término describe mejor la naturaleza y localización de estas fallas. Por otra parte, la AWS ha decidido referirse a falta de fusión, en cualquier caso, en que se presenta alguna discontinuidad debido a una fusión inadecuada.
A menudo se piensa que la falta de fusión se presenta únicamente como un defecto interno pero también puede presentarse en la superficie del cordón. Otra manera común para describir la falta de fusión es con el término pases fríos – “Cold Lap”; este término es empleado generalmente para describir la falta de fusión entre los cordones y el metal base o entre pases individuales.
La falta de fusión puede ocurrir a partir de varias condiciones o problemas probablemente la causa más común de esta discontinuidad es la incorrecta manipulación del electrodo por parte del soldador; algunos procesos son más sensibles a éste problema debido a que el calor no está suficientemente concentrado y como consecuencia de ello no se logra una adecuada fusión del metal. Por ejemplo, al emplearse el proceso GMAW con transferencia en corto circuito, el soldador debe concentrar el arco en aquellos puntos donde la junta requiera mayor fusión. En otras condiciones, la configuración de la junta de soldadura puede limitar la fusión obtenida, estas condiciones son: ángulo de bisel insuficiente y excesiva abertura de la raíz.
Finalmente, una contaminación excesiva lo cual incluye capas de óxidos, puede presentar como consecuencia una fusión inadecuada. En una radiografía, la falta de fusión aparecerá como una línea densa y oscura la cual es generalmente recta, a diferencia de las imágenes logradas con escorias alargadas o con grietas.
Según lo establece el AWS a 3.0, la falta de penetración no es un término estándar, generalmente se refiere a la falta de penetración como la falta de fusión ocurrida en la raíz de la soldadura. Este defecto describe en mejor forma la naturaleza y localización de éste tipo de discontinuidad; otra situación es que la falta de penetración siempre se relaciona con el talón u hombro de la raíz de la junta. Esto describe la situación en la cual el metal de soldadura que se aplica sobre la junta no es capaz de fundir el hombro de la raíz.
Dado que el término penetración se relaciona con el tamaño de la soldadura, una junta que no esté adecuadamente penetrada no podrá tener los requerimientos de la garganta efectiva. (Tamaño de la soldadura de filete).
Por otra parte, es importante que el técnico en soldaduras entienda el significado del término falta de penetración, dado que generalmente es empleado para describir falta de fusión en la raíz de la soldadura. La falta de penetración puede causarse por las mismas condiciones por las cuales resulta la falta de fusión: técnica inadecuada, mala configuración de la junta o excesiva contaminación.
Las inclusiones de escoria, como su nombre lo indica son regiones dentro del metal de soldadura en las cuales el fundente utilizado para proteger el metal fundido es mecánicamente atrapado dentro del metal solidificado. Este fundente solidificado o escoria representa una porción del metal de soldadura en la cual éste no ha podido fundir aunque normalmente se piensa que las inclusiones de escoria se presentan dentro del metal de soldadura en algunas ocasiones se observan también en la superficie. Al igual que en la falta de fusión, las inclusiones de escoria pueden ocurrir entre el metal base y el metal depositado o entre pases; en efecto, las inclusiones de escoria son asociadas generalmente con la falta de fusión. Las inclusiones de escoria que resultan únicamente en los procesos donde se emplean fundentes como protección son causadas por una técnica inadecuada por parte del soldador o el operario. Tales causas pueden ser: una inapropiada manipulación del electrodo o una limpieza insuficiente entre pases.
Generalmente la incorrecta manipulación del electrodo o el empleo de parámetros inapropiados dan como resultado un perfil indeseado del metal depositado el cual esconde la escoria en sus bordes e impide una adecuada limpieza entre pases. Posteriormente el soldador o el operario cubren esta escoria con un pase de soldadura lo cual trae como consecuencia las inclusiones de escoria.
Debido a que la densidad de la escoria es mucho mayor que la del metal las inclusiones aparecen en la radiografía como indicaciones relativamente oscuras de formas irregulares.
Pregúntale al asistente de DoctorWelding sobre este tema y te responde citando nuestros artículos.
Guía para principiantes sobre soldadura de aluminio: limpieza del óxido, gas, polaridad y ajustes de equipo en TIG…

Comparativa entre soldadura láser y TIG centrada en las ventajas del láser: velocidad, distorsión, penetración y automatización.
Lo siento, debes estar conectado para publicar un comentario.
Buenas tardes disculpa no me pueden auxiliar en cuestión de como aplicar carburo de tungsteno en molinos de reparación de pozos petroleros