General 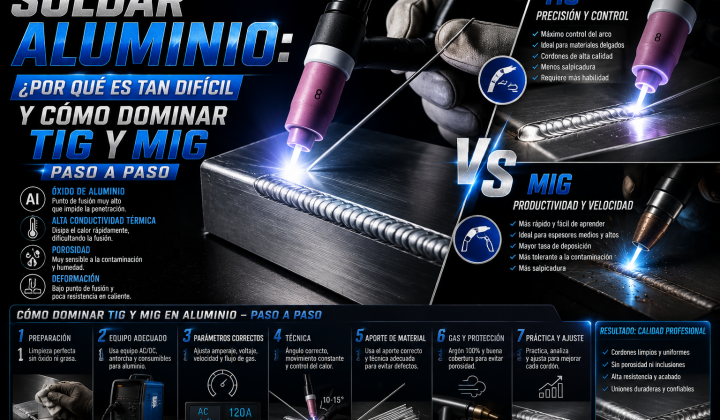
General
Soldar aluminio: por qué es tan difícil y cómo dominar TIG y MIG paso a paso
Guía para principiantes sobre soldadura de aluminio: limpieza del óxido, gas, polaridad y ajustes de equipo en TIG…

La soldadura Brazing o soldadura fuerte hace referencia a un grupo de procesos de soldadura que producen la coalescencia de los materiales calentándolos a la temperatura superior de los 450°C en presencia de un material de aporte y por debajo de la temperatura de fusión del metal base. El metal de aporte es distribuido entre las superficies de la junta, las cuales se encuentran en estrecho contacto por acción capilar, generando así una unión de materiales muy fuerte.
La soldadura Brazing utiliza diferentes tipos de materiales de aporte con temperatura de fusión superior a los 450°C si la temperatura de fusión es menor el método se denominaría Soldering, en la soldadura Brazing el metal de aporte puede ser una varilla o una pastilla para que pueda distribuirse de manera uniforme
La soldadura Brazing puede ser aplicada utilizando una llama oxiacetilénica o con métodos de calentamiento por inducción.
Metal de aporte
Las varillas utilizadas para soldar mediante el Brazing y soldadura Brazing son de aleaciones de cobre y aleaciones de plata, principalmente. Su presentación puede variar dependiendo del fabricante; existen varillas, láminas, pastillas, inclusive existen algunas aleaciones con fundente incluido y con protección al medio ambiente.
Las aleaciones de cobre contienen generalmente un alto porcentaje de este metal y un apreciable porcentaje de zinc y es esta aleación la que produce una combinación óptima de alta resistencia a la tracción y gran ductilidad. Como se requieren elementos adicionales en las varillas de soldar o en el metal depositado, al fabricar las varillas éstas deben tener cantidades adicionales de estaño, hierro, níquel, manganeso, plata y silicio.
Las aleaciones de plata contienen, por lo general distintos porcentajes de plata, cobre y zinc. También se ha agregado en porcentaje variado elementos como cadmio, fósforo, estaño, etc., según las necesidades de cada caso, para obtener determinadas propiedades de mayor fluidez y soldabilidad y poder destinarlas a determinadas aplicaciones.
Fundentes.
En el Brazing y la soldadura Brazing se emplean determinados agentes limpiadores, denominados fundentes. Los fundentes están destinados a disolver o arrastrar los óxidos que durante su calentamiento se forman en la superficie de los diversos metales para así evitar la formación de dichos óxidos. No existe un “fundente universal” para todos los usos, en vista de que los óxidos de los diferentes metales y aleaciones varían grandemente en sus propiedades físicas y químicas.
Cada metal base y cada varilla de aportación requiere de un fundente especial, de acuerdo a sus propias características.
Para la aplicación de los fundentes la regla fundamental consiste en: Usar siempre el fundente adecuado para el trabajo o la varilla a utilizarse. La elección del fundente se hace consultando y analizando el tipo de material y aleación a soldar.
Metales soldables mediante el procedimiento Brazing.
Ventajas y desventajas del método
El Brazing y la soldadura Brazing puede emplearse para cualquier metal o aleación; permite soldar el hierro fundido, el acero, cobre, bronce, latón, níquel y, además, unir entre sí metales disímiles, como metales, ferrosos con no ferrosos, etc.
Entre las ventajas del método podemos anotar que, por requerir una temperatura más baja, hay menor deterioro por calentamiento del metal a soldarse y que el procedimiento muchas veces es más rápido que la soldadura por fusión, con el consiguiente ahorro de tiempo y de consumo de gas para el trabajo. Las ventajas más resaltantes pueden observarse en piezas, cuyas propiedades se perderían a temperaturas elevadas o por el propio calor de la operación de la soldadura por fusión; igualmente las piezas finas quedarían afectadas en sus propiedades mecánicas, forma de estructura, etc., por el calor de fusión.
Entre las desventajas pueden señalarse la diferencia de color entre el metal depositado y el metal base; la diferencia de propiedades que podría surgir entre el metal base y el metal de aporte y, asimismo, la imposibilidad de someter las piezas soldadas a temperaturas más elevadas que el punto de fusión del metal de aporte.
Pregúntale al asistente de DoctorWelding sobre este tema y te responde citando nuestros artículos.
Guía para principiantes sobre soldadura de aluminio: limpieza del óxido, gas, polaridad y ajustes de equipo en TIG…

Comparativa entre soldadura láser y TIG centrada en las ventajas del láser: velocidad, distorsión, penetración y automatización.