General 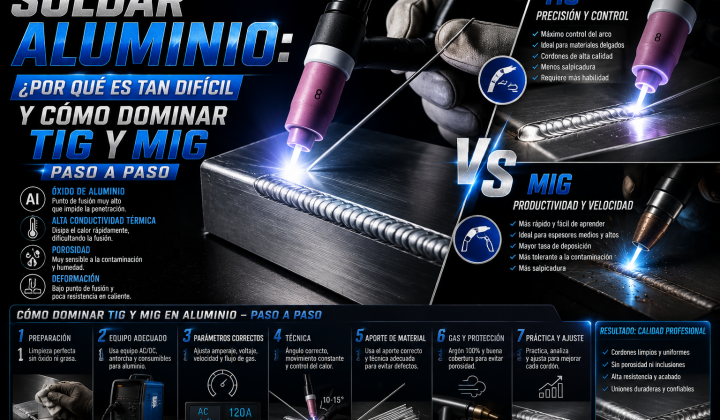
General
Soldar aluminio: por qué es tan difícil y cómo dominar TIG y MIG paso a paso
Guía para principiantes sobre soldadura de aluminio: limpieza del óxido, gas, polaridad y ajustes de equipo en TIG…


Las inclusiones de tungsteno son casi siempre asociadas con el proceso GTAW, el cual utiliza un electrodo de tungsteno para establecer el arco. Si el electrodo hace contacto con el metal fundido, este puede solidificar alrededor de la punta; al tratar de removerlo puede romperse fácilmente y quedar incluida dentro del metal de soldadura si no se remueve por esmerilado o amolado.
Las inclusiones también pueden ocurrir cuando las corrientes de soldadura empleadas son demasiado altas para las recomendadas a un diámetro particular de electrodo. En tales casos, la densidad de corriente puede sobrepasar la necesaria para que el electrodo comience a descomponerse y sus pedazos se depositen en el metal de soldadura. También puede ocurrir si el soldador esmerila o afila incorrectamente la punta del electrodo.
Si las marcas del esmerilado se orientan en sentido transversal al eje del electrodo en lugar de estar alineadas en sentido longitudinal, ellas pueden convertirse en concentradores de tensión que podrían conducir a la rotura del electrodo probablemente en estos puntos.
Otras razones por las cuales ocurren las inclusiones de tungsteno, pueden ser:
Las inclusiones de tungsteno se encuentran normalmente en la superficie del metal de soldadura a menos que no se haya tenido la oportunidad de mirar entre pases para detectar la presencia de dichas inclusiones. Si esto no ha sido posible, la única manera de detectarlas es mediante radiografía. Debido a que el tungsteno es más denso que el acero y el aluminio, aquel se mostrará como un área clara y definida sobre la película radiográfica. Es fundamental detectar y corregir cuanto antes este defecto, ya que puede generar un concentrador de esfuerzo desencadenando una liberación de energía o una futura grieta. Si el proyecto es de gran envergadura revise muy bien las inspecciones radiográficas; este defecto puede generar un daño grave en la unión soldada.
Pregúntale al asistente de DoctorWelding sobre este tema y te responde citando nuestros artículos.
Guía para principiantes sobre soldadura de aluminio: limpieza del óxido, gas, polaridad y ajustes de equipo en TIG…

Comparativa entre soldadura láser y TIG centrada en las ventajas del láser: velocidad, distorsión, penetración y automatización.