General 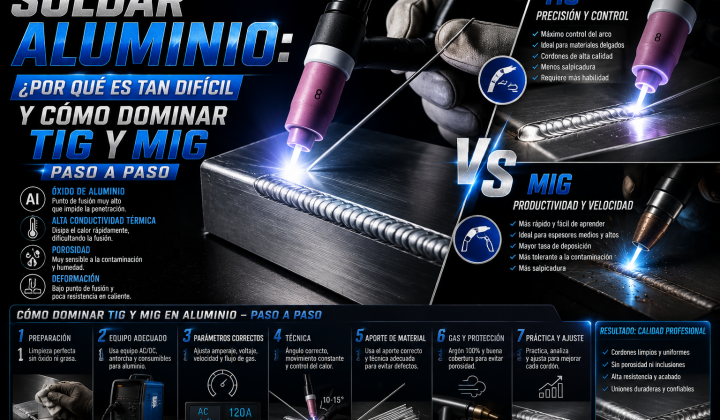
General
Soldar aluminio: por qué es tan difícil y cómo dominar TIG y MIG paso a paso
Guía para principiantes sobre soldadura de aluminio: limpieza del óxido, gas, polaridad y ajustes de equipo en TIG…


Un factor que controla la microestructura de la zona afectada por calor (ZAC) y del metal de soldadura, es la velocidad de enfriamiento; esta velocidad depende de los espesores del material base, la geometría de la unión, el calor aportado y la temperatura de precalentamiento. La velocidad de enfriamiento puede entonces ser usada, dentro de cierto rango, para prevenir la formación de microestructuras peligrosas en la ZAC y en la soldadura.
Por efecto de la velocidad de enfriamiento pueden originarse en el acero estructuras metalúrgicas duras, y en casos extremos, provocar una transformación directa de ausentita a martensita.
Si calentamos el material previamente a la soldadura disminuimos el desnivel térmico desde la temperatura de fusión del acero desplazando la curva de enfriamiento hacia la derecha del diagrama Temperatura – Tiempo – Transformación (TTT). De este modo se favorecen las transformaciones metalúrgicas a estructuras más blandas que resultan menos frágiles y propensas a fisuración en frío.
La temperatura de precalentamiento tiene como principal función disminuir la velocidad de enfriamiento del conjunto soldado. Es la mínima temperatura que debe ser alcanzada en todo el espesor y en una zona suficientemente ancha a ambos lados de la junta del material base antes de que comience el proceso de soldadura y que normalmente debe mantenerse entre las diversas pasadas en caso de soldadura de pasadas múltiples. Se aplica localmente por resistencia eléctrica o llama de gas y su medición se realiza, siempre que sea posible, en la cara opuesta a la que se está aplicando la fuente de calor, por medio de termocuplas o lápices termoindicadores. (Tizas Térmicas)
La temperatura de precalentamiento debe ser balanceada con el calor aportado (heat input) durante la operación de soldadura, de acuerdo al tipo de acero y en función de las propiedades requeridas para la junta.
La temperatura de precalentamiento produce también un efecto importante en la velocidad de difusión del Hidrógeno, consigue microestructuras con menores valores de dureza en la ZAC y en el metal de soldadura y previene la formación de martensita en aceros de alto carbono. Además, tiene el efecto secundario de reducir las tensiones residuales disminuyendo los gradientes térmicos asociados a la soldadura.
El precalentamiento incluye la temperatura entre pasadas cuando se trata de soldadura en multipasadas y cuando el calor generado durante la soldadura no es suficiente para mantener la temperatura de precalentamiento entre pasadas sucesivas. En general, la temperatura de precalentamiento que es requerida en soldadura de multipasadas es menor que para soldadura de simple pasada. En soldadura de multipasadas el calor de la segunda pasada disminuye la dureza de la ZAC que generó la primera pasada y acelera la migración de Hidrógeno. Esto reduce notablemente la posibilidad de fisuración en frío en aceros soldados. La pasada en caliente realizada inmediatamente luego de la pasada de raíz es muy efectiva para prevenir la fisuración en frío, dado que puede reducir la concentración de Hidrógeno en aproximadamente un 30 a 40% comparando con los casos de pasada de raíz solamente. Aquella hace que la temperatura de precalentamiento necesaria se pueda disminuir en 30 a 50 ºC aproximadamente. La pasada en caliente, además, puede disminuir la dureza en la ZAC.
En la práctica generalmente, las temperaturas de precalentamiento pueden variar desde temperatura ambiente hasta los 450 ºC; en casos específicos puede ser aún mayor. Hay que evitar todo precalentamiento innecesario, ya que consume tiempo y energía. Las temperaturas de precalentamiento excesivas no justifican el costo y podrían degradar las propiedades y la calidad de la unión. La incomodidad del soldador aumenta si el precalentamiento es muy alto, y la calidad del trabajo tiende a ser menor. Las temperaturas de precalentamiento que se usen se basarán en los requisitos de soldadura prescritos, una evaluación técnica competente o los resultados de ensayos o pruebas.
Existen numerosos métodos propuestos para determinar o estimar la necesidad de precalentar en el proceso de soldadura de aceros. Estos métodos consideran algunos o todos de los factores que influyen en la fisuración en frío: composición química del acero, difusión de Hidrógeno, calor aportado, espesor del metal base, tensiones residuales en la soldadura y restricción de la junta. Sin embargo, hay una considerable diferencia en la valoración de la importancia de estos factores entre los distintos métodos. Por ejemplo, el efecto de la composición química difiere de un método a otro en la evaluación de la importancia de cada elemento de aleación, y por lo tanto se obtienen distintos carbonos equivalentes.
Algunos de los métodos existentes para el cálculo de la temperatura de precalentamiento son los siguientes:
A) BRITISH STANDARD BS 5135-74.
B) NOMOGRAMA DE COE.
C) CRITERIO DE DÜREN.
D) CRITERIO DE ITO Y BESSYO.
E) CRITERIO PROPUESTO POR SUZUKI.
F) CRITERIO DE SUZUKI Y YURIOKA.
G) MÉTODO DE SEFERIAN.
H) MÉTODO DEL INSTITUTO INTERNACIONAL DE SOLDADURA.
I) MÉTODO DEL CONTROL DE LA TEMPERATURA.
J) ANSI/AWS D1.1 – STRUCTURAL WELDING CODE-STEEL.
K) MÉTODO DE LA CARTA. L) FÓRMULAS PROPUESTAS
Pregúntale al asistente de DoctorWelding sobre este tema y te responde citando nuestros artículos.
Guía para principiantes sobre soldadura de aluminio: limpieza del óxido, gas, polaridad y ajustes de equipo en TIG…

Comparativa entre soldadura láser y TIG centrada en las ventajas del láser: velocidad, distorsión, penetración y automatización.