PROCESOS SOLDADURA 
PROCESOS SOLDADURA
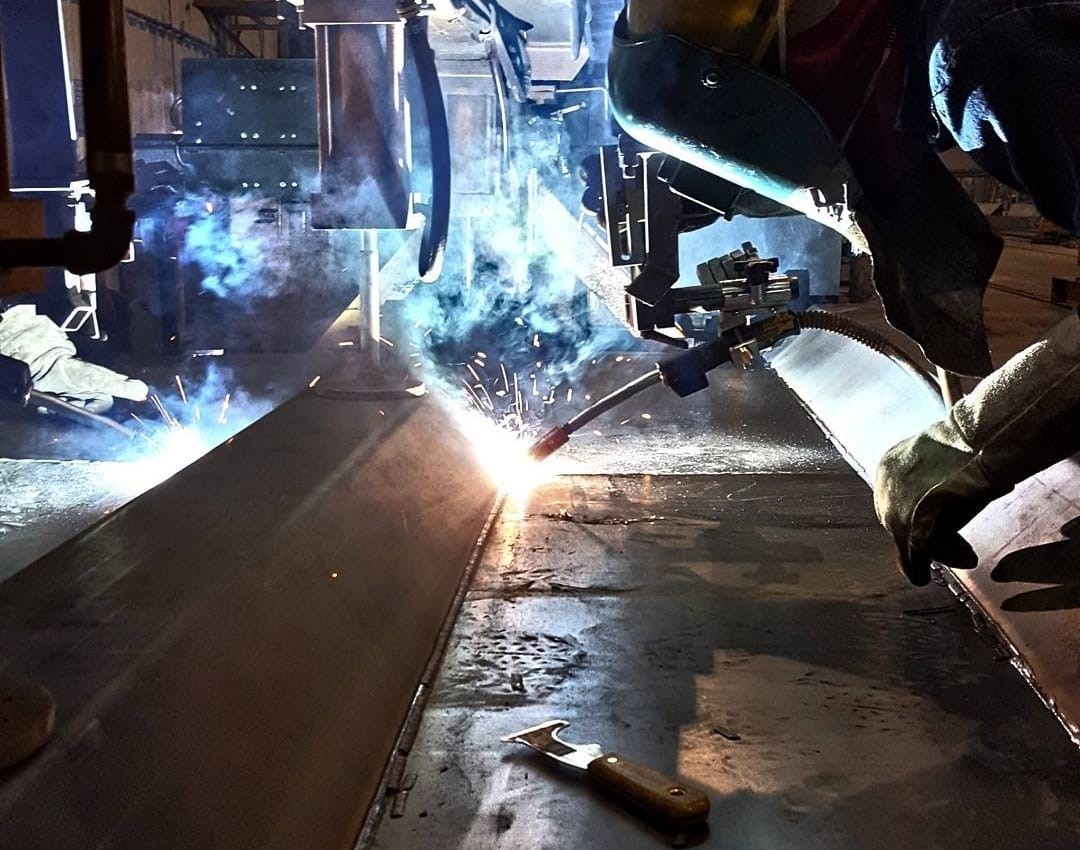
DESCUBRIENDO EL MUNDO DE LA SOLDADURA: SMAW VS. MIG/MAG
La soldadura, como arte de fusionar metales para crear uniones fuertes y duraderas, involucra diferentes procesos, y dos…

1. Comparado con el proceso SMAW, las tasas de deposición son hasta cuatro veces más rápidas, disminuyendo a menudo los costos de soldadura en porcentajes de un 50% hasta 75%.
2. Elimina el sistema de recolección de fundente que se utiliza en el proceso SAW, no requiere el sistema del equipamiento para el gas (según el alambre), como en el proceso GMAW. El proceso semiautomático es aplicable donde otros procesos mecanizados serían demasiado ineficientes.
3.Tiene tolerancia por los elementos en el acero que normalmente causan agrietamiento de la soldadura cuando se suelda con el proceso SMAW o uno de los otros procesos de soldadura mecanizado son usados. Produce soldaduras libres de grietas en aceros de mediano carbono, empleando los procedimientos de soldadura normales.
4. Bajo condiciones normales, elimina el problema de toma de humedad y almacenamiento que ocurre con los electrodos revestidos de bajo hidrógeno.
5. Elimina las pérdidas por las colillas de los electrodos revestidos y el tiempo que sería requerido para cambiar los electrodos con el proceso SMAW.
6. Elimina la necesidad de protección contra el viento requerida con los procesos de soldadura protegidos con gas en la construcción en el campo; permite ventiladores y sistemas de ventilación de flujo rápido de aire, pueden ser usados para el confort de los trabajadores en el taller en zonas de bastante concentración de calor.
7. Permite la operación de “un solo proceso”, e incluso “un solo proceso, un solo alambre”, en algunas aplicaciones de taller y en campo. Esto simplifica el entrenamiento, la calificación, y supervisión del operario; la selección y mantenimiento del equipamiento; y la logística para dedicar hombres, materiales y equipamiento al trabajo eficientemente.
8. Permite la aplicación del principio de la extensión larga del alambre para realzar las tasas de deposición, mientras que permite al operario el fácil control de la penetración.
9. Permite soldar más uniones en una pasada, ahorrando tiempo de soldadura y el tiempo que de otra manera sería consumido en la limpieza entre pasadas.
10. Es adaptable a una gran variedad de productos; permite la operación continua en una estación de soldadura, incluso aunque una variedad de ensambles, con requerimientos de juntas ampliamente diferentes, estén llevándose a cabo.
11.Proporciona un rápido llenado de huecos acanalados a menudo requeridos cuando se hacen reparaciones a elementos soldados o fundiciones de acero.
12. Brinda la velocidad de la soldadura mecanizada en espacios difíciles; alcanza los puntos inaccesibles para otros procesos semiautomáticos.
13. Proporciona la soldadura mecanizada donde esta fue anteriormente imposible, tales como en la unión de un alma de una viga a una columna, en la construcción de edificios.
14. Permite el cubrimiento de espacios en los ajustes por el control del operario sobre la penetración sin reducir la calidad de la soldadura. Minimiza las reparaciones, los retrasos, y los rechazos.
15. La eficiencia del proceso es mayor comparada con el proceso SMAW el cual tiene una eficiencia del 62% con FCAW se puede llegar a eficiencia hasta del 92%, esto hace el proceso muy económico.
Pregúntale al asistente de DoctorWelding sobre este tema y te responde citando nuestros artículos.
La soldadura, como arte de fusionar metales para crear uniones fuertes y duraderas, involucra diferentes procesos, y dos…

La soldadura robótica ha emergido como una tecnología revolucionaria en el ámbito industrial, transformando la manera en que…