WELDING PROCESS 
WELDING PROCESS
CAN ALUMINUM BE WELDED WITH THE MIG/MAG PROCESS?
The answer is very simple: yes, it is possible. In fact, since the early development of the GMAW…


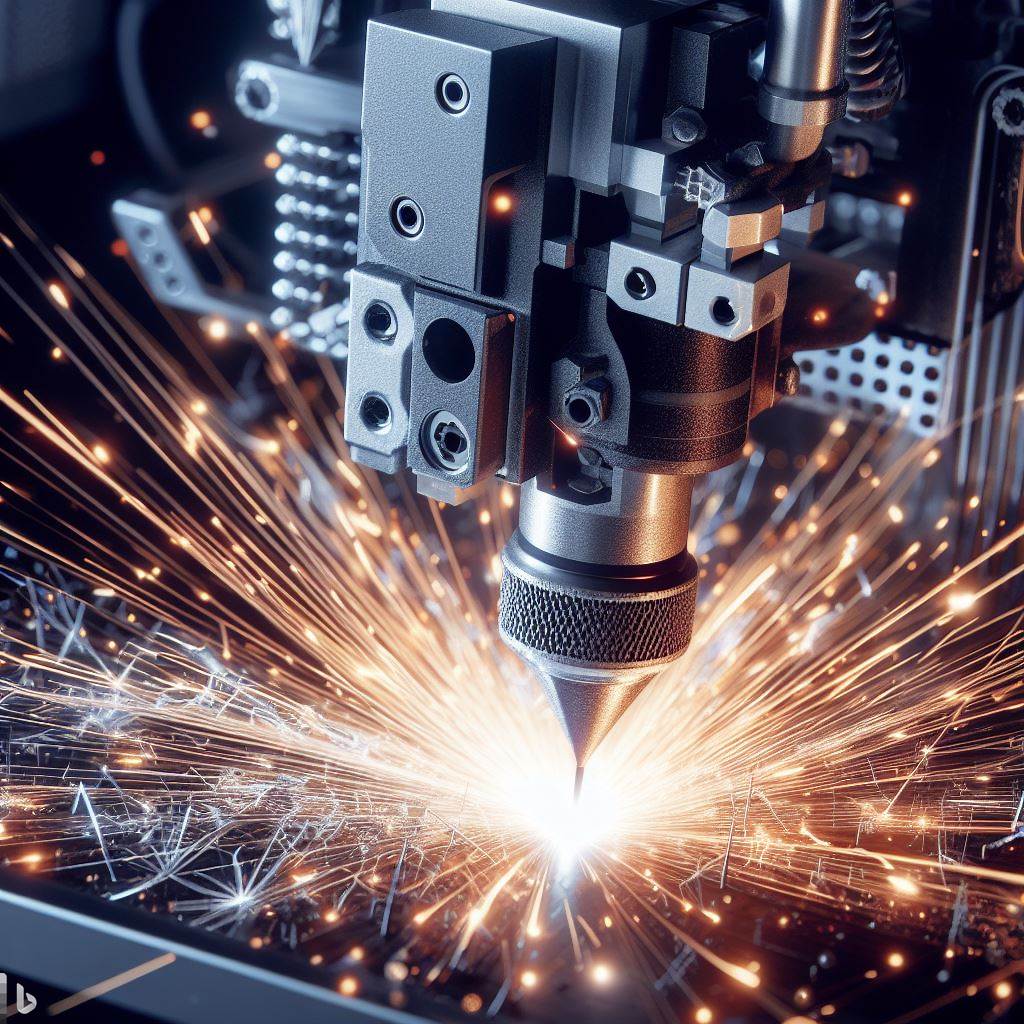
Laser welding is a process that uses a concentrated, collimated beam of light to melt and join metal parts, sometimes with filler material. Laser welding has numerous applications across various industries, particularly in the automation of small component welding, where precise control eliminates the need for cleanup. This is especially useful in sectors such as automotive, aeronautics, and electronics, where precision and efficiency are the primary determining factors.
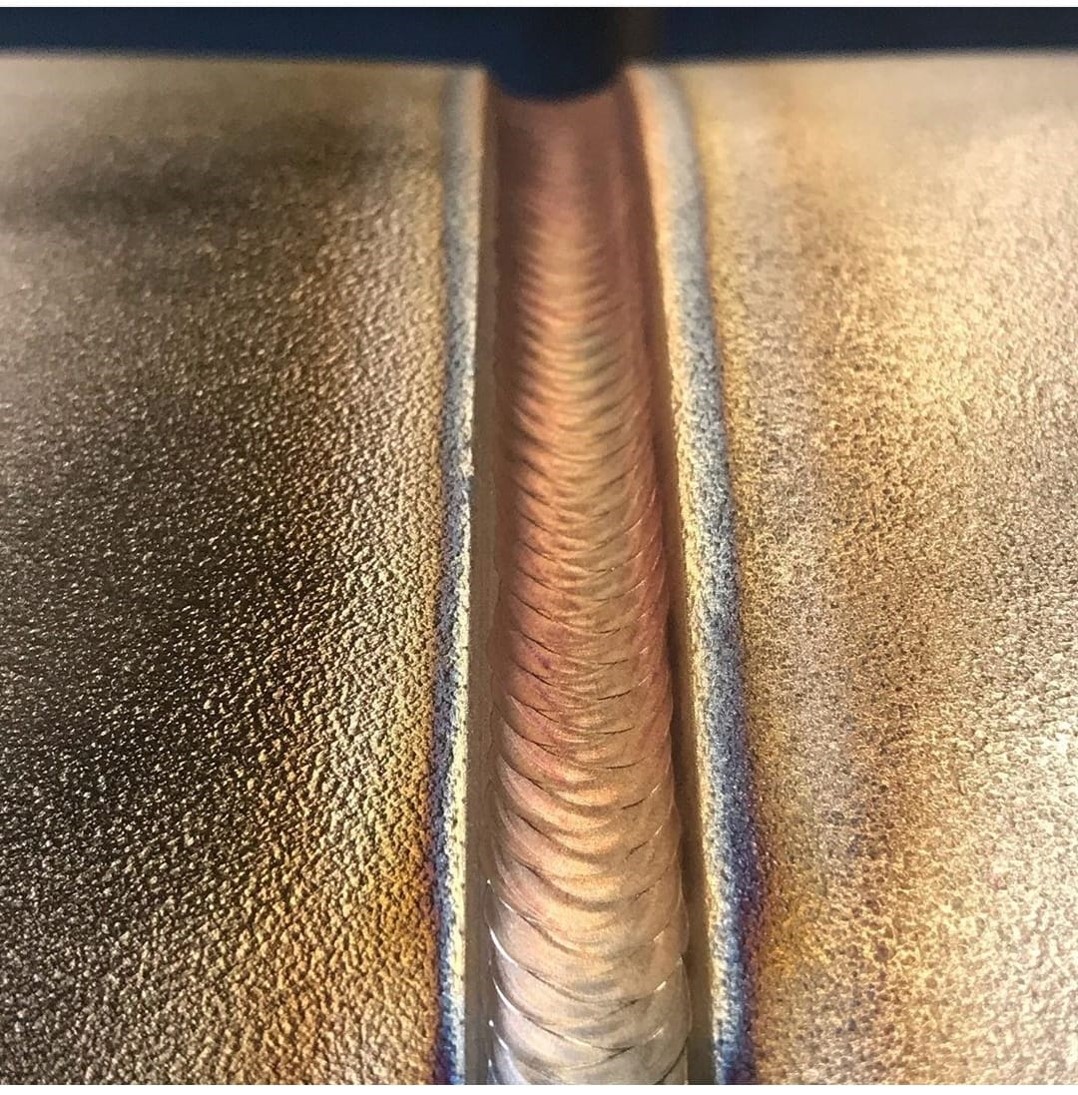
The principle of laser welding is based on stimulated emission, which was predicted by Einstein and forms the basis of laser operation. The first laser welding experiments were carried out in the 1960s, using a ruby laser that applied short pulses of high-intensity energy in coherent bonds. When the pulses were focused onto a small spot at the joint of the metal parts, the metals melted and fused together. Even in these early experiments, very narrow and precise welds were achieved, with minimal heat-affected zones (HAZ) and distortion. They also demonstrated some capability for joining dissimilar materials.
The laser welding process works by generating laser light and then directing it to a collimator/optics head that focuses it onto the joint of the metal parts, causing a highly localized heat buildup and a restricted weld pool. The directed energy beam heats and melts the workpieces (and filler wire if required), and the resulting weld pool fuses the targets, forming a well-integrated weld. A key advantage of laser welding is the high precision and tight control of the applied energy. The energy can be directed precisely to the exact location where the weld is needed, with virtually no overapplication or scatter. This allows for extremely precise fusion with a much smaller HAZ than any other welding method. This results in less damage to surrounding areas and reduces overall heating and distortion.
The most common types of lasers used in a laser welding machine are gas lasers, solid-state lasers, and fiber lasers. Typically, the laser beam is delivered to the laser welding machine through the use of optical fibers. There are single-fiber welding machines and multi-fiber welding machines. Multi-fiber welding machines have a laser connected to each fiber, and with each fiber, the laser intensity increases. To concentrate the beam to a spot before it exits the machine, a collimating lens is often used together with a focusing lens.
The four main types of welds that can be performed with laser welding are:
Butt weld: two pieces of metal placed side by side are joined together.
Filler weld: a filler rod (wire) is used to fill the gap between the metal pieces.
Lap weld: two pieces of metal are overlapped and welded along the edge.
Edge flange weld: two pieces of metal are joined with a flange at a right angle.
Laser power determines the spot power density and controls the depth of penetration and welding speed. As laser power increases, both welding speed and depth of penetration increase. Laser welding has some distinct advantages over spot welding, such as the ability to weld a wider range of materials and achieve a stronger bond. In addition, laser welding reduces the risk of mechanical damage and generates less heat, making it suitable for temperature-sensitive materials.
However, laser welding also has some drawbacks, such as the need for high precision in beam positioning and focusing, and the possibility of eye and skin damage from laser exposure. Furthermore, laser welding can produce harmful fumes and vapors that require adequate ventilation and respiratory protection.
In conclusion, laser welding is an innovative and precise process that offers many advantages over other welding methods, but also presents some challenges and risks. Laser welding is widely used in industries that require high quality and efficiency in the joining of metal parts, especially in applications involving small and delicate components. Laser welding will continue to evolve and improve with the development of laser technology and welding techniques.
Ask the DoctorWelding assistant about this topic and it answers citing our articles.
The answer is very simple: yes, it is possible. In fact, since the early development of the GMAW…
Stainless steels are a group of materials whose main characteristic is corrosion protection, due to their CHROMIUM content,…