QUALITY 
QUALITY
WHAT IS UNDERCUT? A DEFECT OR DISCONTINUITY.
Undercut is a surface discontinuity that occurs in the base metal directly adjacent to the weld bead; depending…


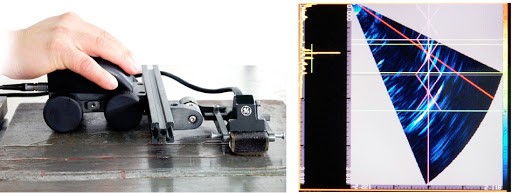
The use of ultrasound has gained significant ground among Non-Destructive Testing techniques for inspection. Ultrasound is considered to be those pressure oscillations that have frequencies above the audible range (that is, above 20,000 Hz). The equipment used for the application of these techniques is capable of generating, emitting, and capturing very well-defined wave beams subject to the laws of reflection when encountering a change in the physical properties of the medium in which they propagate. Once captured, they are analyzed according to the equipment’s objective, and by determining the time elapsed from emission to reception, the distance traveled can be known, since the velocity has been previously established.
Ultrasonic testing is a non-destructive method in which a high-frequency sonic beam (125 KHz to 20 MHz) is introduced into the material to be inspected with the objective of detecting internal and surface discontinuities. The sound traveling through the material is reflected by interfaces and is detected and analyzed to determine the presence and location of discontinuities.
Definition and nature of ultrasonic waves. They are vibratory mechanical waves, meaning that for ultrasound to propagate, the particles of the medium — whether liquid, air, or solid — must oscillate around their equilibrium positions.
Difference between sound and ultrasound. They are of the same nature; what differentiates them is their frequency, as follows:
For metallic materials: operation is between 1 and 5 MHz, but much higher frequencies can be used.
For non-metallic materials: e.g., ceramics, they operate at frequencies
below 1 MHz (¼, ½ MHz).
Types of ultrasonic waves:
LW. Longitudinal wave: Propagates in three media.
TW. Transverse wave: Propagates in solids only.
RW. Rayleigh wave: Propagates in solids only.
Generation of ultrasonic waves. Several methods exist for generation. For ultrasound, piezoelectric crystals or ferroelectric ceramic materials are used.
Piezoelectricity: Property of certain crystals such as quartz to convert electrical energy into vibratory mechanical energy and vice versa. Quartz is used for
high frequencies, greater than 10 MHz.
Ferroelectricity: Property of certain previously
polarized ceramic materials to behave like piezoelectric crystals. Examples: barium titanate, lithium sulfate.
For the proper execution of this test, probes are required.
Types of probes or transducers.
Probes with:
1. A single crystal acting as both transmitter and receiver.
2. Dual crystal, one transmitter and one receiver.
3. Multiple crystals for special applications.
Couplant agents. A fluid medium that allows ultrasound to pass from the probe to the test material. Coupling media can be: grease, oil, petroleum jelly, or water. The greater the surface roughness, the higher the viscosity of the couplant required.
Testing techniques
Advantages of the through-transmission testing technique.
Disadvantages:
Advantages of the resonance testing technique.
Resonance is achieved between a material and the probe. The probe operates at a variable frequency, which is adjusted until the resonance frequency is found.
It is used for the detection of external discontinuities in the material, as well as for thickness measurement.
Advantages of the Pulse-Echo testing technique.
Ultrasonic pulses are emitted and reflections are awaited, which may come from back surfaces (normal probes) or from discontinuities; therefore, back-wall echoes appear on an oscilloscope for each reflection through the piezoelectric principle.
Disadvantage:
APPLICATIONS
Ultrasonic testing is used for thickness measurement and flaw detection in:
Ask the DoctorWelding assistant about this topic and it answers citing our articles.
Undercut is a surface discontinuity that occurs in the base metal directly adjacent to the weld bead; depending…

Spatter is a defect that occurs in welding processes where metal transfer takes place through an electric arc.…