General 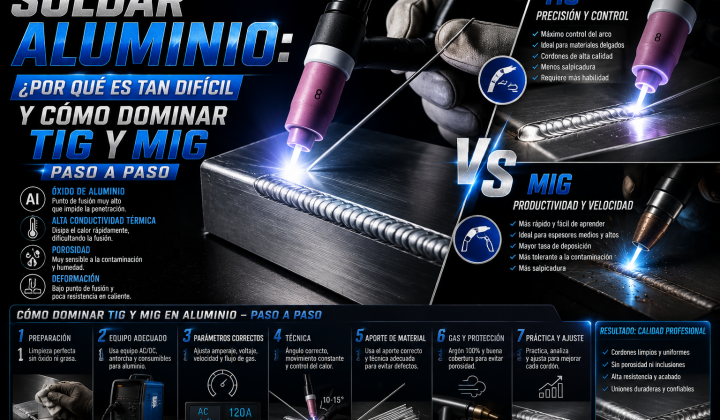
General
Soldar aluminio: por qué es tan difícil y cómo dominar TIG y MIG paso a paso
Guía para principiantes sobre soldadura de aluminio: limpieza del óxido, gas, polaridad y ajustes de equipo en TIG…


El gas de protección no es un simple accesorio: condiciona la estabilidad del arco, la penetración, las proyecciones, el acabado del cordón e incluso las propiedades mecánicas de la unión. Elegir mal el gas puede arruinar un trabajo por lo demás impecable. En este borrador repasamos las mezclas más habituales de argón (Ar), dióxido de carbono (CO₂) y helio (He), y cómo se comportan según el material y la posición de soldadura.
La regla mnemotécnica habitual: MIG = gas inerte (Ar/He), MAG = gas activo (mezclas con CO₂ y/o O₂), TIG = siempre inerte.
La siguiente tabla resume las combinaciones de referencia. Todos los porcentajes y caudales deben confirmarse con la ficha del fabricante del hilo y el WPS aplicable.
| Material | Mezcla orientativa | Efecto principal | Caudal típico |
|---|---|---|---|
| Acero al carbono (chapa fina) | Ar + 15–20% CO₂ | Buen compromiso penetración/proyecciones | L/min |
| Acero al carbono (espesores medios/altos) | Ar + 20–25% CO₂ ó 100% CO₂ | Mayor penetración, más proyecciones con 100% CO₂ | L/min |
| Acero inoxidable | Ar + 2% CO₂ ó Ar + ~2% O₂ | Cordón limpio, baja oxidación, buen acabado | L/min |
| Aluminio y aleaciones | 100% Ar (espesores finos/medios); Ar+He para grandes espesores [VERIFICAR] | El He aumenta aporte térmico y penetración | L/min (mayor con He) |
| Cobre y aleaciones | Ar + He en proporción según espesor | Compensa la alta conductividad térmica | L/min |
En TIG el gas debe ser inerte para no atacar el electrodo de tungsteno. Las opciones más comunes:
El gas de respaldo (backing) en TIG de inoxidable suele ser argón para evitar la oxidación de la raíz.
La posición afecta a cómo se comporta el baño de fusión, y el gas puede ayudar o complicar:
Borrador técnico pendiente de revisión por experto. Verificar todos los parámetros, porcentajes, caudales y referencias normativas antes de publicar.
Seguridad: Los gases de protección desplazan el oxígeno: trabaja en zonas ventiladas para evitar asfixia, especialmente en espacios confinados. Las mezclas con hidrógeno (Ar+H₂) son inflamables y solo deben usarse en inoxidables austeníticos según procedimiento; nunca en aceros al carbono ni aluminio. El helio, más ligero que el aire, puede acumularse en zonas altas. Asegura el correcto anclaje de botellas y el uso de manorreductores adecuados. [VERIFICAR requisitos de seguridad y caudales según fabricante y normativa local].
Pregúntale al asistente de DoctorWelding sobre este tema y te responde citando nuestros artículos.
Guía para principiantes sobre soldadura de aluminio: limpieza del óxido, gas, polaridad y ajustes de equipo en TIG…

Comparativa entre soldadura láser y TIG centrada en las ventajas del láser: velocidad, distorsión, penetración y automatización.