CORTE 
CORTE
¿OXICORTE O PLASMA? VENTAJAS Y DESVENTAJAS
El corte por plasma es una tecnología en la cual se aprovecha el cuarto estado del material, este…


Oxicombustible.
Es un proceso de combustión química en donde 2 gases se mezclan generando una flama que puede alcanzar los 3200 grados centígrados.
Se forma una llama de precalentamiento mezclando oxigeno con un gas combustible; esta llama calienta un punto del metal que es llevada hasta la temperatura de ignición, luego se inyecta oxígeno el cual oxida rápidamente la mayor parte del metal en una zona estrecha para hacer un corte. La escoria es desplazada por el chorro de oxígeno, moviendo el soplete por la pieza de trabajo a una velocidad adecuada produciendo corte continuo.
Cuáles son las condiciones para el oxicorte
¿Qué metales se pueden cortar con Oxicorte?
Aparentemente unos pocos metales cumplen con las condiciones antes mencionadas, como: Aceros al carbono y de baja aleación. Pero sin embargo es posible cortar otros metales con unos procedimientos “especiales”. No se puede cortar Acero inoxidable, acero al carbono, aluminio, y cobre.
¿Qué gases se deben usar en el proceso de Oxicorte?
Para efectuar el proceso de oxicorte con éxito el oxígeno debe ser 99.5% puro como mínimo.
Los gases de combustión más comunes son el acetileno y el propano. El acetileno produce la llama más caliente y concentrada aproximadamente de 3200°Centigrados.
Los componentes del equipo de oxicorte son:
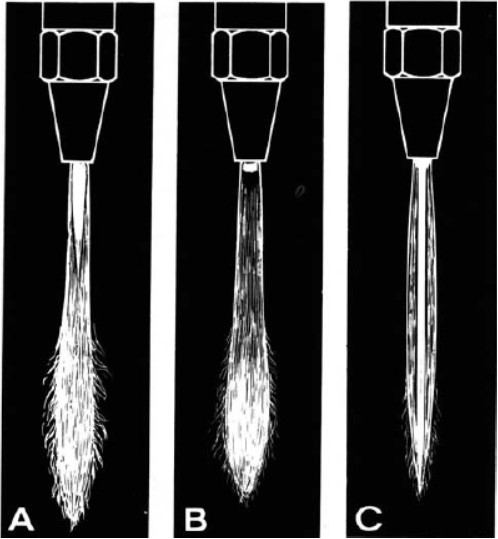
Características de las llamas de oxicorte
Tipos de llama
Llama carburante
Color: rojizo
Dardo: poco definido
Usos:
Corte de aceros con alto contenido de cromo.
Chapas de grandes espesores.
Llama neutra.
Color: blanco
Dardo: definido
usos:
Corte de aceros al carbono y baja aleación.
Llama oxidante.
Color: azulado
Dardo: definido con penacho
usos:
Enderezamiento
Cortes rápidos de baja calidad.
Perforaciones y biselados de calidad.
¿Cómo seleccionar la flama?
Pregúntale al asistente de DoctorWelding sobre este tema y te responde citando nuestros artículos.
El corte por plasma es una tecnología en la cual se aprovecha el cuarto estado del material, este…

Los equipos de corte por plasma son una inversión que se debe hacer en la gran mayoría de…