Brazing refers to a group of welding processes that produce coalescence of materials by heating them to temperatures above 450°C in the presence of a filler metal and below the melting point of the base metal. The filler metal is distributed between the joint surfaces, which are held in close contact, by capillary action, thereby generating a very strong material bond.
Brazing uses different types of filler metals with melting points above 450°C; if the melting point is lower, the process would be referred to as Soldering. In brazing, the filler metal can be in rod or paste form so that it can be distributed uniformly.
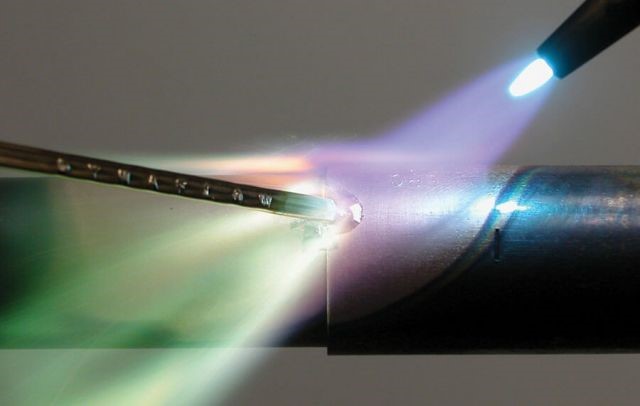
Brazing can be applied using an oxyacetylene flame or induction heating methods.
Filler Metal
The rods used for brazing are primarily copper alloys and silver alloys. Their presentation may vary depending on the manufacturer; they are available as rods, strips, and pastes, and some alloys are even available with included flux and environmental protection.
Copper alloys generally contain a high percentage of this metal along with an appreciable percentage of zinc, and it is this alloy that produces an optimal combination of high tensile strength and great ductility. Since additional elements are required in the brazing rods or in the deposited metal, the rods must contain additional amounts of tin, iron, nickel, manganese, silver, and silicon during manufacturing.
Silver alloys generally contain varying percentages of silver, copper, and zinc. Elements such as cadmium, phosphorus, tin, etc., have also been added in varying percentages, depending on the requirements of each application, in order to achieve specific properties of greater fluidity and weldability and to make them suitable for particular applications.
Fluxes.
In brazing, certain cleaning agents known as fluxes are used. Fluxes are intended to dissolve or remove the oxides that form on the surface of various metals during heating, thereby preventing the formation of said oxides. There is no “universal flux” for all applications, given that the oxides of different metals and alloys vary greatly in their physical and chemical properties.
Each base metal and each filler rod requires a specific flux, according to its own characteristics.
The fundamental rule for flux application is: Always use the appropriate flux for the job or the rod to be used. The choice of flux is made by consulting and analyzing the type of material and alloy to be brazed.
Metals weldable by the brazing process.
Advantages and disadvantages of the method
Brazing can be used on any metal or alloy; it allows for the joining of cast iron, steel, copper, bronze, brass, and nickel, as well as the joining of dissimilar metals, such as ferrous and non-ferrous metals, etc.
Among the advantages of the method, it can be noted that, by requiring a lower temperature, there is less heat-related deterioration of the metal to be joined, and that the process is often faster than fusion welding, resulting in savings in time and gas consumption. The most notable advantages can be observed in parts whose properties would be lost at elevated temperatures or from the heat of the fusion welding operation itself; likewise, thin parts would have their mechanical properties, structural form, etc., affected by the heat of fusion.
Among the disadvantages, one can note the color difference between the deposited metal and the base metal; the difference in properties that may arise between the base metal and the filler metal; and likewise, the impossibility of subjecting the brazed parts to temperatures higher than the melting point of the filler metal.