MATERIALS 
MATERIALS
## HOW ARE METALS CLASSIFIED?
Metals play a major role today in all areas of society’s development. These materials are present daily in…

The color code for electrode identification has been established by NEMA, the National Electrical Manufacturers Association. This organization is responsible for classifying electrodes by colors that allow similar types of electrodes from different manufacturers to be marked for easier identification.

The AWS, American Welding Society, has established specifications for the different types of electrodes.
Although an electrode may meet the specifications of more than one class, it can only be listed under one of them. AWS has not established a class to include all types of electrodes; some of them, such as hardfacing electrodes, have no established classes.
It is a well-known fact that molten steel has an affinity for oxygen and nitrogen. When molten steel is exposed to air, it enters into chemical combinations with these elements to form oxides and nitrides. These impurities in the steel tend to weaken it, making it brittle and reducing its corrosion resistance.
When welding with a bare electrode, or with an unshielded arc, the droplets of molten metal transferred from the electrode to the workpiece — 16 to 21 droplets per second — are exposed to the atmosphere, which consists mainly of oxygen and nitrogen. The molten base metal is also exposed to this phenomenon; however, if the metal is completely protected from contact with air during the fusion process, the harmful chemical reaction does not occur. This is achieved by shielding the electric arc.
The electric arc can be shielded by surrounding it with an inert gas, or with slag, that will not enter into chemical combinations with the molten metal, while at the same time preventing it from coming into contact with the elements in the air.
The electrode coating is consumed to form a protective shielding envelope, and at the same time produces an easily removable slag that covers and protects the weld during cooling.
Welds made with a shielded arc are free of oxides and nitrides, and therefore the deposited metal possesses physical properties far superior to those of welds made with an unshielded arc.
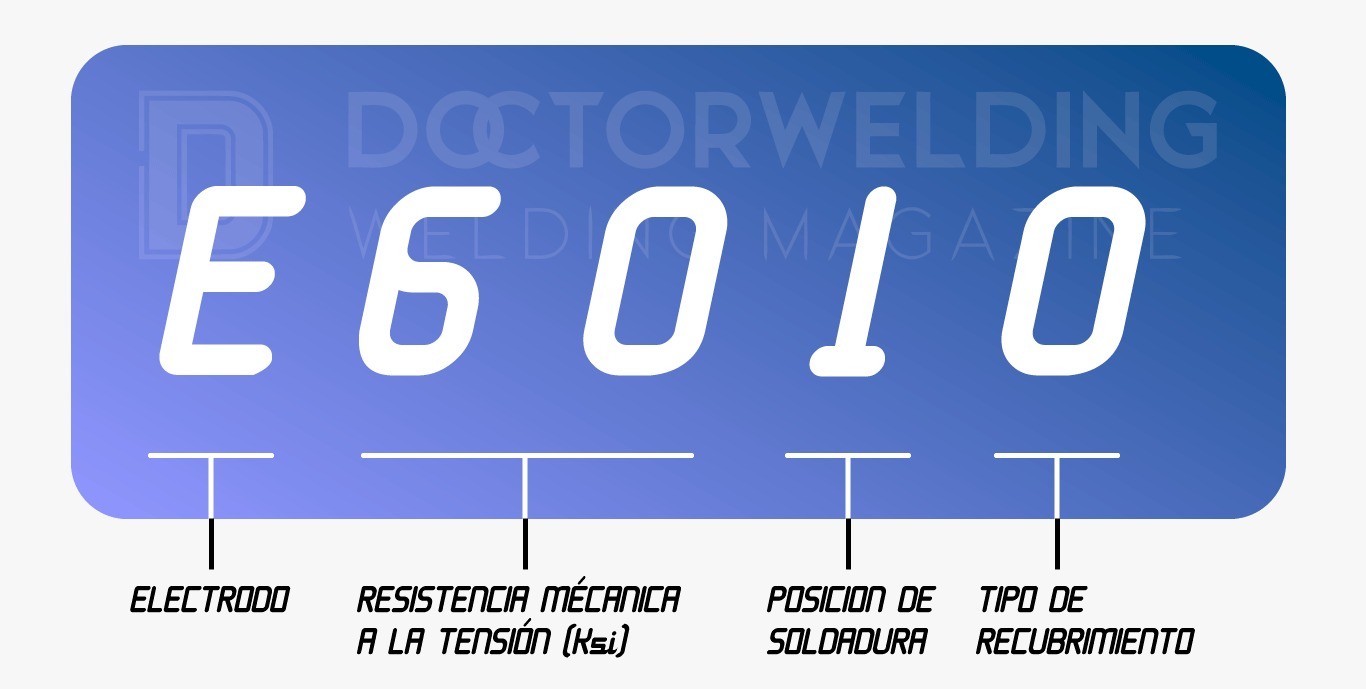
AWS ELECTRODE NUMBERING SYSTEM
The prefix “E” stands for “Electrode” and refers to arc welding.
The prefix “R” stands for “Rod” and refers to oxyfuel gas welding and tungsten electrode welding.
The first two digits of a four-digit number, or the first three digits of a five-digit number, designate the minimum tensile strength, multiplied by 1,000 pounds per square inch (psi), of the deposited weld metal.
Example:
E 60XX Indicates a tensile strength of 60,000 psi
E 70XX Indicates a tensile strength of 70,000 psi
E 80XX Indicates a tensile strength of 80,000 psi
E 90XX Indicates a tensile strength of 90,000 psi
E 100XX Indicates a tensile strength of 100,000 psi
The second-to-last digit indicates the welding position of the electrode.
Example:
E XX1X All positions
E XX2X Flat position and horizontal fillet
E XX4X All positions, especially vertical-down.
The last digit has no meaning when considered alone; however, the last two digits taken together indicate the current type and polarity with which the electrode operates.
Example:
E XX10 Direct Current, Electrode Positive
E XX11 Alternating Current, Direct Current Electrode Positive
E XX12 Alternating Current, Direct Current Electrode Negative
E XX13 Alternating Current, Direct Current Electrode Negative or Electrode Positive
E XX14 Alternating Current, Direct Current Electrode Negative
E XX15 Direct Current Electrode Positive
E XX16 Alternating Current, Direct Current Electrode Positive
E XX20 Alternating Current, Direct Current Electrode Positive
E XX24 Alternating Current, Direct Current Electrode Negative
E XX27 Alternating Current, Direct Current Electrode Negative
E XX18 Alternating Current, Direct Current Electrode Positive
E XX28 Alternating Current, Direct Current Electrode Positive
E XX48 Alternating Current, Direct Current Electrode Positive
The E 6010 and E 6011 electrode classes have been designed with their fast-freezing characteristics as the primary consideration. They are excellent for welding in any position, have a coating with a high organic (cellulosic) content, and belong to the “acidic” group; they can be used for tight grooves or small root openings.
Electrodes designed for high-speed welding on relatively thin metal sheets are manufactured specifically with a high-fluidity characteristic that allows the molten metal to follow the electrode closely. The E 6012 and E 6013 electrodes belong to this category and are classified in the “rutile” group, with a coating having a high titanium dioxide content, suitable for vertical and overhead welding.
Electrodes used for depositing heavy beads and filling grooves are designed to deposit weld metal rapidly. The electrodes included in this category are those with iron powder coatings, and they belong to the E 6014, E 7024, and E 7027 classes. These electrodes are referred to as automatic electrodes, and the ratio of the weight of the melted rod to the weight of the deposited metal is equal to or greater than 130%.
The E 7015 and E 7016 class electrodes are used for welding steels containing sulfur, high-carbon steels, and certain medium-alloy steels that are difficult to weld with other electrodes. These electrodes have a low-hydrogen coating containing lime and sodium carbonate, or lime with rutile oxide.
The slag is sparse and generally dark brown in color; these electrodes are highly resistant to both hot and cold cracking and are classified in the “basic” group.
Regarding stainless steel electrodes, fifteen of them have a lime coating, and fifteen have a rutile oxide coating. The first three digits indicate the stainless steel classification according to AISI, and the last digits indicate the welding position, current type, and polarity.
In any classification system, as noted, there are always some electrodes designed for a specific purpose that may be included in two or three different classes.
Nevertheless, this analysis facilitates the selection of the appropriate electrode. Many electrodes are color-coded by manufacturers to distinguish them from similar-looking ones. Special and hardfacing electrodes have no established class.
Ask the DoctorWelding assistant about this topic and it answers citing our articles.
Metals play a major role today in all areas of society’s development. These materials are present daily in…

Copper was one of the first metals used by mankind, as it existed in relatively abundant quantities in…