WELDING PROCESS 
WELDING PROCESS
CAN ALUMINUM BE WELDED WITH THE MIG/MAG PROCESS?
The answer is very simple: yes, it is possible. In fact, since the early development of the GMAW…


The GMAW process, commonly known as MIG welding, uses a continuous electrode wire as filler metal and a shielding gas. The shielding gas can be inert, such as helium and argon; active gases such as carbon dioxide can also be used, as well as mixtures of CO2 and Ar. The primary function of the shielding gas is to protect the molten metal as the wire is transferred to the base material. Although gas shielding is effective in protecting the molten metal from the atmosphere, deoxidizers are usually added as alloying elements in the electrode wire, such as silicon or magnesium. Sometimes, light coatings are applied to the wire to stabilize the arc. Lubricating films may also be applied to increase wire feed efficiency in automatic welding equipment. Reactive gases can be included in the gas mixture to condition arc behavior. The following figure illustrates the method by which the shielding gas and continuous electrode wire are supplied to the welding arc.
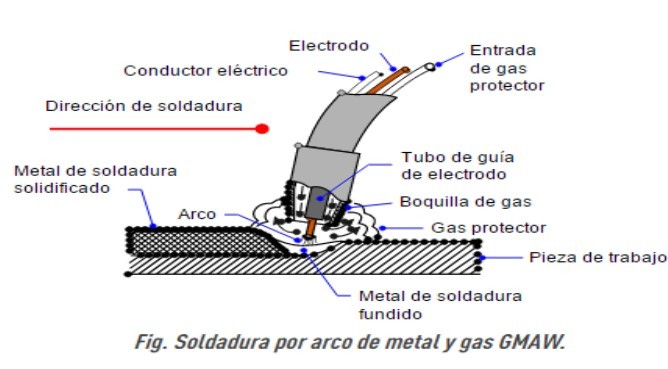
Operating principle of the gas metal arc welding process. The continuous electrode wire is fed into the gas-shielded arc.
The GMAW process was originally developed as a high-quality welding process for use with bare metal electrode wires of small diameters and inert shielding gas. Its primary application was for welding aluminum and aluminum alloys.
Since then, the process has been expanded to operate at lower current applications and with pulsed arc transfer. In addition to being used with reactive gases such as carbon dioxide, as well as with inert gases.
GMAW welding can be used with all major commercial metals, including carbon steels, alloy steels, stainless steels, and aluminum, magnesium, copper, iron, titanium, and zirconium.
It is a preferred process for welding aluminum, magnesium, copper, and many reactive metal alloys. Most irons and steels can be welded satisfactorily with the GMAW process, including low-carbon steels and low-alloy steels, quenched and tempered high-strength steels, chromium irons and steels, high-nickel steels, and some nickel-base irons and superalloys.
With these different metals, welding techniques and procedures can vary widely. For this reason, carbon dioxide or argon + oxygen mixtures are suitable for arc welding of low-carbon or low-alloy steels, while pure inert gas may be essential when welding highly alloyed steels.
Pure inert gas shielding is essential for welding aluminum, magnesium, copper, titanium, zirconium alloys, and nickel-base superalloys. Welding is performed semiautoматically, using a hand-held gun through which the electrode wire is fed automatically, or with a fully automated system. Welding guns or torches are similar to those used in flux-cored arc welding. When the term “manual” gas metal arc welding is used, it implies the semiautomatic process with its hand-held gun.
Metal transfer in the GMAW process is accomplished by one of two methods, known as: “axial spray transfer” or “short-circuit transfer.” With axial spray transfer, droplets of molten metal detach from the electrode wire and travel through the arc column to the workpiece. With short-circuit transfer, often referred to as short-arc welding, metal is transferred to the workpiece when the molten tip of the wire contacts the molten pool.
This latter transfer mode, short-circuit transfer, uses low currents, low voltages, and small-diameter electrode wires. The molten droplet short-circuits the arc at an average rate of 100 times per second, at rates both lower and significantly higher than this average. Metal is transferred with each short circuit, rather than across the arc as in axial spray transfer welding.
The figure illustrates a complete short-circuit cycle, beginning with the initiation of the short circuit, progressing through arc reignition and the arcing period, and ending with arc extinction immediately prior to the start of metal transfer. This technique results in low heat input, which minimizes distortion. It is useful for welding thin-gauge materials in all positions and for welding heavy sections in the vertical and overhead positions. Short-circuit welding tolerates poor joint fit-up and allows bridging of wide gaps.
To use short-circuit welding efficiently, special constant-voltage power sources are required. These power sources produce the predictable and controllable current peaks necessary for the successful use of the short-arc technique.
When the shielding gas contains at least 80% argon or helium, metal transfer across the arc changes from globular to axial spray as the current increases above a certain value. This value, which depends on the diameter and composition of the electrode wire, is known as the globular-to-spray transition current. At this current, droplet volume decreases sharply and droplet transfer rate increases sharply. Spray transfer can be subdivided into two different types. When the shielding gas is argon or an argon + oxygen mixture, the spray droplets are very fine and never short-circuit the arc. When carbon dioxide or argon + carbon dioxide mixtures are used, a molten ball tends to form at the tip of the electrode wire and may grow in size until its diameter is larger than that of the electrode wire. These larger droplets can cause short circuits, and this mode is known as globular transfer. Under certain conditions that cause short-circuiting to occur very rapidly, the mode becomes short-circuit transfer.
Ask the DoctorWelding assistant about this topic and it answers citing our articles.
The answer is very simple: yes, it is possible. In fact, since the early development of the GMAW…
Stainless steels are a group of materials whose main characteristic is corrosion protection, due to their CHROMIUM content,…