WELDING PROCESS 
WELDING PROCESS
CAN ALUMINUM BE WELDED WITH THE MIG/MAG PROCESS?
The answer is very simple: yes, it is possible. In fact, since the early development of the GMAW…


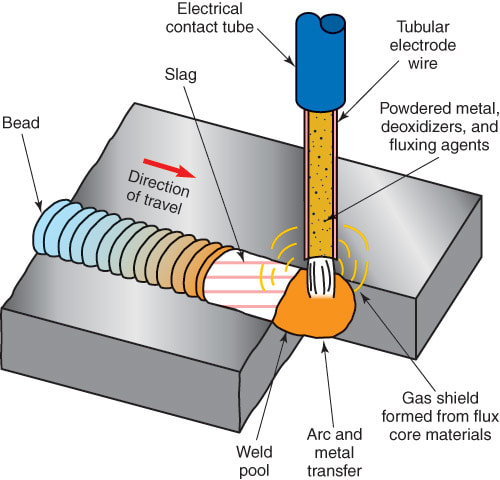
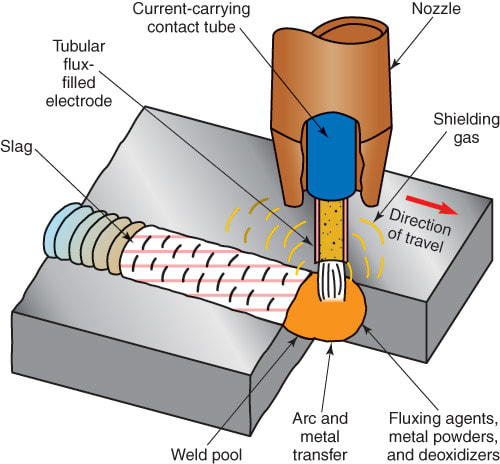
Flux-cored arc welding is a semiautomatic welding process in which the wire used contains flux internally. The flux provides shielding gas for the arc, and a slag layer covers the weld deposit. This process can be used with shielding gas, which may be a mixture of 75% Ar and 25% CO2; CO2 alone can also be used. The choice and use depend on the work to be performed. It is essential to review AWS specifications such as AWS A5.20, A5.29, and ISO 14700.
This process yields very good performance and an efficiency greater than 85%. It is highly versatile for outdoor work, as wires have been developed that require no gas shielding; these wires are known as self-shielded. Its main fields of application include pipelines, structural fabrication, shipbuilding, and more.
The flux-cored wire process encompasses a considerable range of wires and alloys, the most common being: carbon steels, low-alloy steels, stainless steels, and hard-facing overlays. When selecting the process, the power source must be taken into account, since the vast majority of wires operate above 250 amps, requiring welding equipment with adequate capacity and a good duty cycle. The advantages of the process are listed below.
Operational advantages of the Flux Cored Arc Welding process.
Ask the DoctorWelding assistant about this topic and it answers citing our articles.
The answer is very simple: yes, it is possible. In fact, since the early development of the GMAW…
Stainless steels are a group of materials whose main characteristic is corrosion protection, due to their CHROMIUM content,…