QUALITY 
QUALITY
WHAT IS UNDERCUT? A DEFECT OR DISCONTINUITY.
Undercut is a surface discontinuity that occurs in the base metal directly adjacent to the weld bead; depending…


The work of a welder is not only to join metals, but to do everything possible to ensure that this joint is made in the best way and that the weld beads do not present discontinuities and defects. The work of metallurgical surgeons (Welders) is to produce quality weld joints; to do so, they must know what a defect is and what a discontinuity is.
Defect. It is an interruption that can occur in the weld metal and must be repaired; that is, a defect can cause an accident or fracture of the weld material, which is why codes and standards do not accept defects.
Discontinuity. It is any interruption that is very small and is not considered a defect; therefore, it is acceptable in a weld bead. Below, we will review the most relevant welding defects.
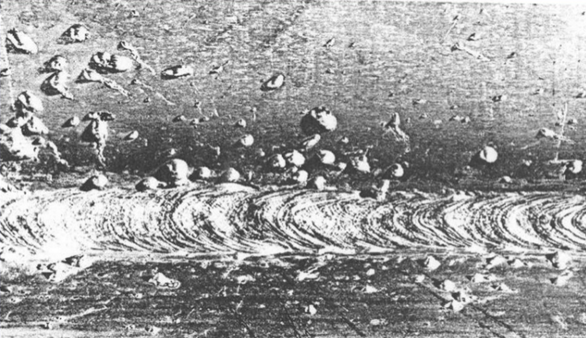
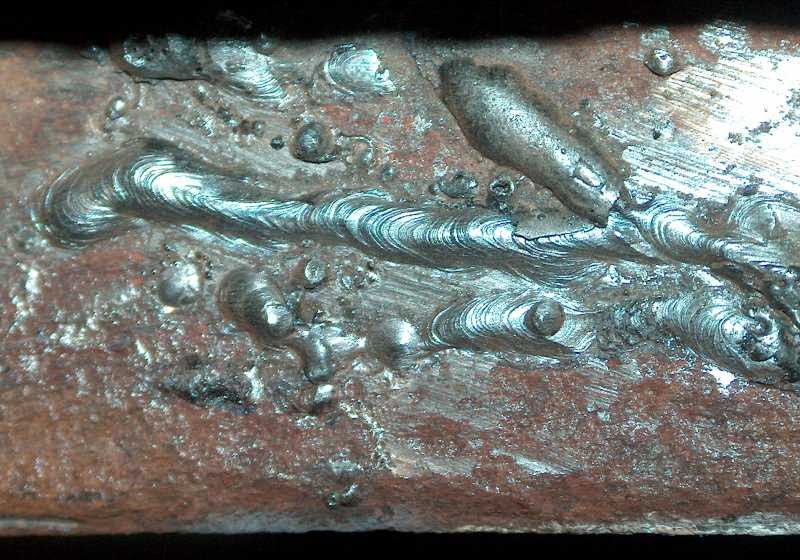
SPATTER AND SPARKING
Causes.
How to correct it
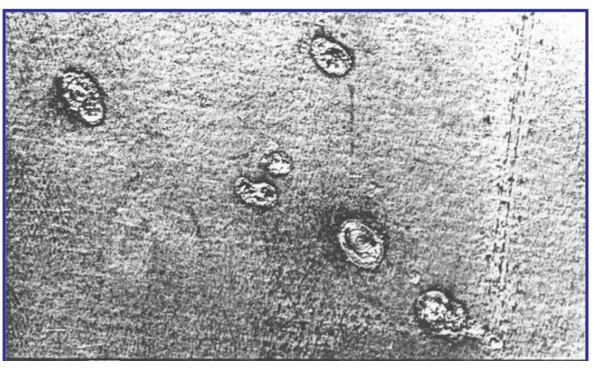
ARC STRIKES.
Cause
How to correct it

SLAG INCLUSIONS
Cause
How to correct it
POOR APPEARANCE OR LACK OF UNIFORMITY.
Cause
How to correct it
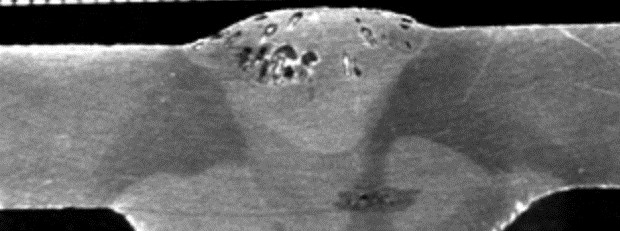
POROSITY
Cause
How to correct it.
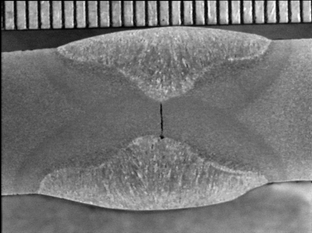
LACK OF PENETRATION AND INCOMPLETE FUSION
Cause
How to correct it
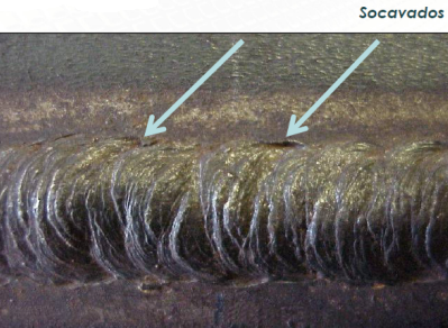
UNDERCUT
Cause
How to correct it
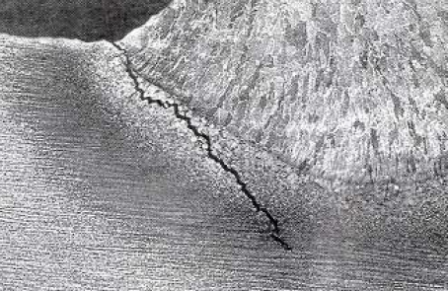
CRACKS
Causes
How to correct it.
Ask the DoctorWelding assistant about this topic and it answers citing our articles.
Undercut is a surface discontinuity that occurs in the base metal directly adjacent to the weld bead; depending…

Spatter is a defect that occurs in welding processes where metal transfer takes place through an electric arc.…