HomeGeneral# WHAT IS PULSED ARC TRANSFER IN MIG-MAG?
General
# WHAT IS PULSED ARC TRANSFER IN MIG-MAG?
admin June 16, 2026 3 min 0
In the GMAW-MIG-MAG process, there are 3 types of metal transfer modes that have been used in different applications. Each presents a series of advantages and disadvantages. Such is the case of short-arc or short-circuit transfer, which offers the advantage of welding thin materials in any position; however, on thicker materials it can generate defects such as lack of fusion. Another lesser-known transfer mode is globular transfer, which is established by an imbalance of parameters, specifically by excess voltage. This transfer mode is rarely used in production, and its main application depends on the wire being used.
On the other hand, there is spray arc transfer. This transfer mode is configured with high voltage and amperage parameters above 250 amperes and 32 volts. To configure this transfer mode, a shielding gas mixture with a high proportion of argon — above 80% — must be used, as this helps stabilize the electric arc, forming a spray cone of metal that produces excellent penetration and a very good bead appearance. The limiting factor for widespread use of this transfer mode is the welding position, since it can only be used in the flat position. Due to the effects of gravity, using it out of position will cause the weld pool to sag. It is for this reason that technology has evolved to improve welding application processes. In the GMAW process, pulsed arc transfer has been developed, which combines the advantages of short-arc (short-circuit) transfer — the ability to weld in all positions — with the penetration and appearance advantages of spray arc transfer.
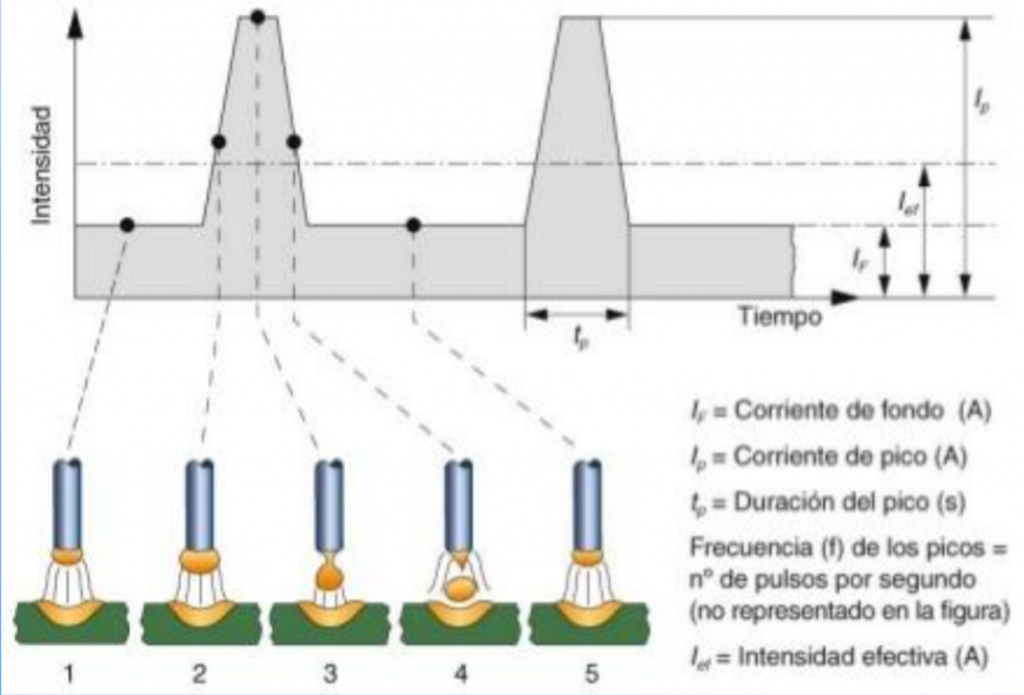
Technically, pulsed arc transfer is, by definition, a spray transfer process in which metal transfer occurs in pulses at regularly spaced intervals. During the time between pulses, the welding current is reduced and no metal transfer takes place.
Pulsed arc transfer is achieved by operating a power source between low and high current levels. The high current level, or “pulse,” forces a droplet to detach from the electrode and transfer to the workpiece. The low current level, or “background,” maintains the arc between pulses (See Image).
Pulsed MIG is an advanced form of welding that takes the best of all other transfer modes while minimizing or eliminating their disadvantages. Unlike short-circuit transfer, pulsed MIG does not create spatter and does not risk distortion from low heat input.
Welding positions in pulsed MIG are not limited as they are with globular or spray transfer, and wire consumption is definitively more efficient. Unlike the spray arc process, pulsed arc transfer offers controlled heat input that allows welding on thin or light-gauge materials, lower wire feed speeds, and results in less distortion and better quality and appearance. This is especially important with stainless steel, nickel, and other alloys that are sensitive to heat input, such as aluminum.
In GMAW-P mode, the arc control adjusts the background current and the pulse frequency. When the arc control is increased, the frequency rises, thereby increasing the droplet transfer rate. This results in weld applications with excellent appearance and greater productivity.
To utilize this type of transfer, welding equipment must incorporate this technology. Today, we find machines that are very easy to program for efficient operation without increasing costs. The Wurkss equipment brand incorporates this technology into its product line, making it accessible to any welder who needs to weld aluminum, stainless steel, or carbon steel while reducing heat input and spatter — without having to pay more to improve their welding applications.
We will soon be releasing explanatory videos on this technology and its field of application.
Still have a question?
Ask the DoctorWelding assistant about this topic and it answers citing our articles.