MATERIALS 
MATERIALS
## HOW ARE METALS CLASSIFIED?
Metals play a major role today in all areas of society’s development. These materials are present daily in…


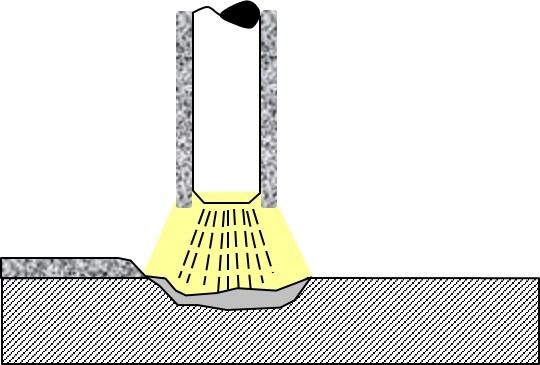
Covered electrodes require an amperage range to melt properly; it is important to know the current characteristics, penetration type, and arc transfer. The table below indicates the main coating characteristics.
| COATING TYPE | CURRENT TYPE | ARC TYPE AND TRANSFER | PENETRATION | COATING TYPE | HYDROGEN CONTENT |
|---|---|---|---|---|---|
| 10 | DCEP | Forceful, with spatter. Spray Transfer | Deep | Cellulosic | High. 200 ml/100g |
| 11 | AC/ DCEP | Forceful, with spatter. Spray Transfer | Deep | Cellulosic | High. 200 ml/100g |
| 12 | AC/DCEP/EN | Medium, low spatter. Spray Transfer. | Medium | Rutile | Medium. 15 ml/100g |
| 13 | AC/DCEP/EN | Soft, spatter-free. Spray Transfer. | Low. | Rutile | Medium. 15 ml/100g |
| 14 | AC/DCEP/EN | Soft, spatter-free. Spray Transfer. | Medium | Rutile + 30% Iron Powder | Medium. 15 ml/100g |
| 15 | DCEP | Medium, low spatter. Globular Transfer. | Medium | Basic | Low. 2 ml/100g |
| 16 | AC /DCEP | Medium, low spatter. Globular Transfer. | Medium | Basic | Low. 2 ml/100g |
| 18 | AC/DCEP | Medium, low spatter. Globular Transfer. | Medium | Basic + 30% Iron Powder | Basic. 2 ml/100g |
| 19 | AC/DCEP/EN | Soft, spatter-free. Spray Transfer. | High | Rutile – Acid | Medium. 15 ml/100g |
| 20 | AC/DCEP/EN | Soft, spatter-free. Spray Transfer. | High | Acid | Medium. 15 ml/100g |
| 22 | AC/ DCEN | Soft, spatter-free. Spray Transfer. | High | Acid | Medium. 15 ml/100g |
| 24 | AC/DCEP/EN | Soft, spatter-free. Spray Transfer. | High | Rutile + 50% Iron Powder | Medium. 15 ml/100g |
| 27 | AC/DCEP/EN | Soft, spatter-free. Spray Transfer. | Medium | Acid + 50% Iron Powder | Medium. 15 ml/100g |
| 28 | AC/DCEP | Medium, spatter-free. Spray Transfer. | Medium | Basic + 50% Iron Powder | Low. 2 ml/100g |
| 48 | AC/DCEP | Medium, spatter-free. Spray Transfer. | Medium | Basic + 30% Iron Powder | Low. 2 ml/100g |
Ask the DoctorWelding assistant about this topic and it answers citing our articles.
Metals play a major role today in all areas of society’s development. These materials are present daily in…

Copper was one of the first metals used by mankind, as it existed in relatively abundant quantities in…