MATERIALS 
MATERIALS
## HOW ARE METALS CLASSIFIED?
Metals play a major role today in all areas of society’s development. These materials are present daily in…


The weldability of two dissimilar metals depends on their ability to form a weld metal and two heat-affected zones with good mechanical properties, i.e., ductile and resistant. It is essential to know the chemical composition of each metal in order to analyze whether there is metallurgical compatibility capable of producing a quality joint. Undoubtedly, the weldability of metals with the same chemical composition will present no major problems if the appropriate procedure is followed.
The problem arises when the metals have different chemical compositions, as is the case with carbon steels and stainless steels; this type of joint is referred to as bimetallic steel weldability. However, this does not apply only to stainless steels and carbon steels — such joints can also occur with other types of materials, such as nickel alloys, chromium-nickel alloys, etc.
For the joining process to be carried out with the best characteristics, a specific procedure must be followed for each material. It is important to review the chemical composition of each metal to be joined and to use formulas such as the Carbon Equivalent, Nickel Equivalent, and Chromium Equivalent, as well as diagrams such as the SCHAEFFLER diagram. These tools are essential for properly selecting the filler material and ensuring that the joint between the materials is made correctly.
To determine the welding process, the dilution percentage provided by each process must be known, with dilution understood as the percentage of filler material that would mix with the base metal.
Dilution percentages for welding processes.
| PROCESS | DILUTION COEFFICIENT |
|---|---|
| SMAW | 20-30% |
| SAW | 25-50% |
| MIG SHORT CIRCUIT | 15-30% |
| MIG SPRAY | 25-50% |
| TIG | 20-40% |
| TIG WITHOUT FILLER | 100% |
In order to join two metals in the best possible way and select the appropriate filler material, this tool must be used, as it is fundamental and highly useful for avoiding cracks and problematic joints.
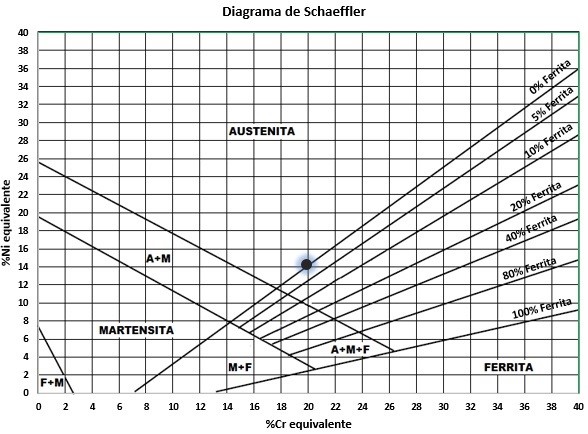
The Schaeffler diagram is a considerably useful graphical tool that allows one to determine whether an electrode, wire, or filler material is compatible with the base metal to be welded. It is important to understand that stainless steels are alloys containing iron and carbon just like any other steel, but they also include another important element: chromium, present at a minimum of 12%; this element is what provides the stainless property. In addition, stainless steels may contain other alloying elements that contribute additional properties, such as resistance to cryogenic (sub-zero) temperatures.
Based on their chemical composition and properties, they can be differentiated. The Schaeffler diagram is used to determine the type of stainless steel to be welded. Looking at the layout of the diagram, the X-axis (horizontal) indicates the Chromium Equivalent value, while the Y-axis (vertical) shows the Nickel Equivalent value.
Both the Chromium Equivalent (Creq) and the Nickel Equivalent (Nieq) of a given stainless steel are calculated using the following equations, into which the chemical composition of the steel must be entered:
Creq = %Cr + %Mo + 1.5·(%Si) + 0.5·(%Nb)
Nieq = %Ni + 30·(%C) + 0.5·(%Mn)
For example, if an AISI 316 stainless base metal is used with the following chemical composition:
C=0.06%; Si=0.6%; Mn=1.8%; Mo=2%; Cr=17%; Ni=11.5%
Substituting into the respective formulas:
Creq = %Cr + %Mo + 1.5·(%Si) + 0.5·(%Nb) = 17 + 2 + 1.5 x 0.6 + 0.5 x 0 = 19.9%
Nieq = %Ni + 30·(%C) + 0.5·(%Mn) = 11.5 + 30 x 0.06 + 0.5 x 1.8 = 14.2%
When plotted on the diagram, it can be observed that this point falls within the zone corresponding to an austenitic structure, with 0% ferritic structure, which allows us to conclude that it is an austenitic stainless steel.
However, the main utility of the Schaeffler diagram is most evident when welding stainless steel, as it can indicate the possibility of serious defects appearing in the weld bead.
These defects are represented on the diagram by colored zones corresponding to:
– Red zone: Risk of hot cracking above 1250°C
– Green zone: Risk of embrittlement (due to sigma phase) between 500 and 900°C
– Blue zone: Grain growth above 1150°C
– Purple zone: Hardening cracking below 400°C
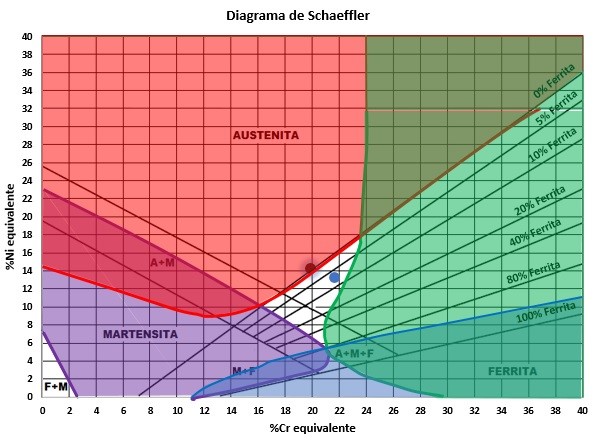
It is therefore essential to calculate and plot the Chromium Equivalent (Creq) and Nickel Equivalent (Nieq) of the filler material. That is, the same equations as above are used, but in this case the chemical composition of the electrode, wire, or filler material used in the welding process is entered.
Assuming a coated electrode of type 316L is used with the following chemical composition:
C=0.025%; Mn=0.8%; Si=0.8%; Cr=18.0%; Ni=12.0%; Mo=2.5%
Performing the corresponding calculation:
Creq = %Cr + %Mo + 1.5·(%Si) + 0.5·(%Nb) = 18 + 2.5 + 1.5 x 0.8 + 0.5 x 0 = 21.7%
Nieq = %Ni + 30·(%C) + 0.5·(%Mn) = 12 + 30 x 0.025 + 0.5 x 0.8 = 13.2%
This point is located on the diagram above, showing that it corresponds to an austenitic-ferritic stainless steel, with approximately 7% ferrite.
To predict the structure resulting from the weld bead, the two points obtained on the diagram are connected by a straight line. The resulting point is located on this line, shifted toward one end or the other depending on the dilution achieved in the weld bead, which is estimated at 30-40% depending on the welding process.
When the joint involves 2 dissimilar metals, the same procedure is followed by substituting into the Chromium Equivalent and Nickel Equivalent equations, thus obtaining the 3 metals plotted in a zone of the diagram; in this way, the risks associated with the joint to be welded can be assessed.
In the event that the resulting point falls within a colored risk zone, additional measures should be taken during welding to mitigate that risk. These measures may include preheating, slow cooling, or post-weld heat treatments.
In the vast majority of joints between low-carbon steels and austenitic stainless steels, filler materials of the E 309 and E 312 type can be used, which are located in a zone where there is no risk of cracking. This type of electrodes, wires, and filler materials are used quite frequently in dissimilar metal joints commonly referred to as “black-and-white” joints, referring to the stainless steel and the carbon steel respectively.
Ask the DoctorWelding assistant about this topic and it answers citing our articles.
Metals play a major role today in all areas of society’s development. These materials are present daily in…

Copper was one of the first metals used by mankind, as it existed in relatively abundant quantities in…