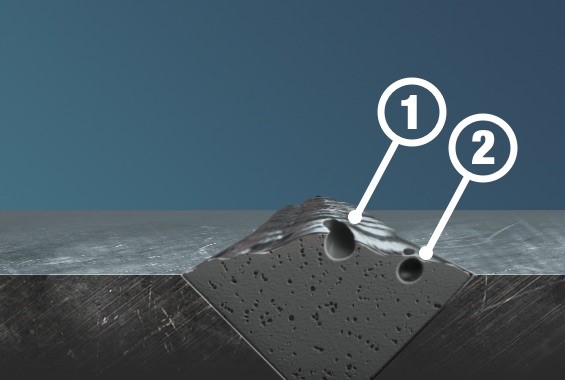
The American Welding Society in its standard AWS A3.0 describes porosity as a cavity formed by gases trapped during the solidification process. It can simply be thought of as gas pockets or spots that appear within the solidified metal due to their spherical shape. Porosity is normally considered a discontinuity that presents little danger relative to its size, as it can generate stress concentrators.
On the other hand, in those cases where the welded component must store gases or liquids at high pressures, porosity can be considered dangerous due to its significant extent. Like cracks, there are several types of porosity which refer, in general, to the relative location of various pores or to the specific shape of individual pores. Such terms are:
- Scattered Porosity.
- Clustered Porosity
- Linear Porosity and Wormhole Porosity or Piping Porosity.
In those cases where only a single gas particle is present, it will be referred to as Isolated Porosity.
Uniformly Scattered Porosity. Refers to a certain number of pores distributed throughout the weld metal and not in any particular location.
Clustered Porosity and Linear Porosity. These refer to the specific location where several pores appear. It also describes a number of pores occurring at a specific site, while the term Linear Porosity refers to a number of pores aligned along the joint.
In Clustered Porosity the pores are generally spherical in shape, whereas in Wormhole Porosity or Piping Porosity, they are elongated. Wormhole Porosity represents the most dangerous condition if vessels are to contain liquids or gases due to the possibility of leakage.
One situation in which this phenomenon can occur is when the amount of granular flux used in the submerged arc welding process is excessive. When this happens, the excessive weight of the flux prevents the gases from escaping easily.
Porosity is generally caused by the presence of contaminants or moisture, which decompose in the arc due to the heat generated, forming gases. This contamination or moisture can originate from the electrode, the base metal, the shielding gas, or the surrounding atmosphere. On the other hand, variations in welding technique can result in the presence of porosity. One example is when an excessively long arc is generated in low-hydrogen electrode arc welding processes. Another occurs when welding is performed at excessive travel speed in the submerged arc welding process, resulting in wormhole porosity or elongated porosity.
On the other hand, when porosity has been found, it is a sign that the welding parameters are out of control. It is then that action must be taken to determine which factor or factors are responsible for the presence of this discontinuity in the weld. When porosity appears on a radiograph, it will show as a well-defined dark region, as it represents a significant loss of density in the metal. It normally appears as a circular indication except in the case of wormhole or elongated porosity.