MATERIALS 
MATERIALS
## HOW ARE METALS CLASSIFIED?
Metals play a major role today in all areas of society’s development. These materials are present daily in…


Carbon and low-alloy steels are the most widely used materials for the manufacture of construction and transportation equipment, and the vast majority of industrial products use these types of steels. They account for more than 90% of total steel production, and carbon steel is used more in manufactured products than all other metals combined.
Most steels can be welded, although satisfactory joints cannot be produced in all grades with equal ease. A metal is considered to have good weldability if it can be welded without excessive difficulty or without the need for special and costly procedures, and the weld joints are equal in all necessary respects to a similar piece of base metal. Weldability varies with the grade, chemical composition, and mechanical properties of the steel, and when the weld joint is to be the primary factor in joining steel parts, weldability should be given appropriate consideration in the specification and classification of materials for the job.
For steels, weldability is inversely related to hardenability and the maximum achievable hardness. For example, a steel with high hardenability and hardness will have poor weldability and a tendency to crack when welded. A steel with low hardenability and hardness will have excellent weldability and essentially no tendency to crack when welded.
The maximum achievable hardness in a steel depends on the carbon equivalent, CE, which is related to composition and is calculated using the following formula:

The elements are in weight percent. It can be observed that carbon has the greatest effect on hardness, and that Manganese, Silicon, Chromium, Molybdenum, and Vanadium have approximately 1/5 the effect of carbon. The maximum hardness of a steel can be achieved only if it is cooled from the austenitizing temperature, 1450°F – 1650°F, at a rate fast enough to obtain a fully martensitic structure. The required cooling rate depends on the hardenability of the steel; the higher the hardenability, the lower the cooling rate from the austenite temperature range needed to obtain complete martensite. The addition of alloying elements to steel, such as Manganese, Chromium, and Molybdenum, retards the transformation of austenite during cooling through the transformation temperature range.
This prevents transformation to structures such as pearlite, which are much softer than martensite, and allows the austenite to transform to martensite at a lower temperature, 700°F – 300°F. Steels that transform more slowly during cooling have the highest hardenability, and those that transform more rapidly during cooling have the lowest hardenability.
Steels with high hardenability can harden completely in air cooling, except for very thick sections. Steels with low hardenability must be water quenched to harden completely, except for very thin sections.
To prevent cracking when welding a hardenable steel, the cooling rate of the weld and the heat-affected zone (HAZ) must be slow enough to allow transformation to be complete before reaching the temperature at which martensite begins to form. The cooling rate can be slowed by preheating, by using a high heat input, or by a combination of both.
STEEL SPECIFICATION
Several methods are used to identify and specify steels. These are based on chemical composition, mechanical properties, the ability to meet a standard specification or industry-accepted practice, or the ability to manufacture a certain type of product.
Specification by Chemical Composition.
A desired composition can be produced in one of three ways: to a maximum limit, to a minimum limit, or to an acceptable range.
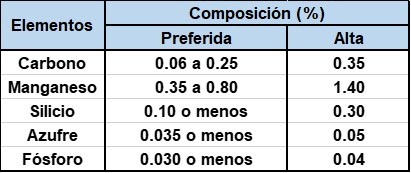
For high-speed welding of carbon steel plates, the steel composition should fall within the “preferred analysis” ranges indicated in the Table. If one or more elements vary from the ranges shown, methods with increased costs are usually required to produce satisfactory welds.
Therefore, steels within these ranges should be used whenever extensive welding is to be performed, unless their properties do not meet service requirements. Published welding procedures generally apply to welding under normal conditions and to the most common plain steels of preferred analysis. Low-hydrogen electrodes and processes will generally tolerate a wider range of elements than those shown in the Table.
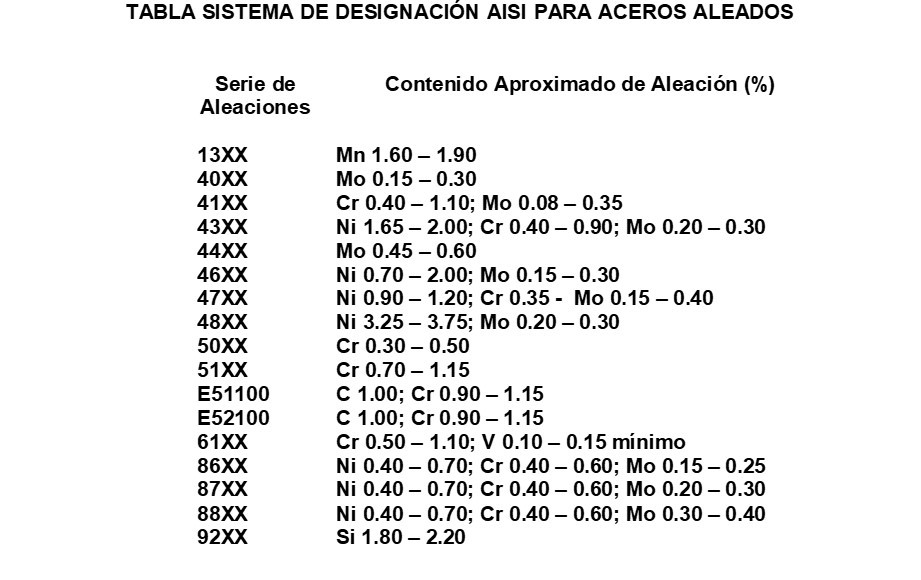
Standard carbon and low-alloy steels are identified by international designation systems such as: AISI (American Iron and Steel Institute), SAE (Society of Automotive Engineers), or ASTM (American Society for Testing Materials). In the commonly used four-digit AISI and SAE system, shown in the following Table, the last two digits indicate the middle carbon range. For example, in grade 1035, the 35 represents a carbon range of 0.32% to 0.38%. The first two digits indicate the following carbon steel grades:
10XX Nonresulfurized;
11XX Resulfurized;
12XX Resulfurized and Rephosphorized
A prefix “B” indicates an acid Bessemer steel (furnace type), while a prefix “E” indicates an electric furnace steel. E steels are usually alloy steel grades or stainless steels. Steels without a prefix designation may be produced by basic open-hearth, basic oxygen, or electric furnace methods.
The letter “L” between the second and third digits indicates a lead-treated steel. The letter “B” in the same position designates a boron-treated steel. The suffix “H” refers to steels specially produced to narrow chemical and hardenability ranges.
Ask the DoctorWelding assistant about this topic and it answers citing our articles.
Metals play a major role today in all areas of society’s development. These materials are present daily in…

Copper was one of the first metals used by mankind, as it existed in relatively abundant quantities in…