HomeGeneral# WELDING POSITIONS — WHAT ARE THEY FOR?
Welding positions define the spatial orientation in which a weld is performed relative to the workpiece and the welder. They are essential because they directly influence the behavior of the molten weld pool, the technique applied, the parameters used, and the quality of the finished weld.
—
## Main Welding Positions
### **1F / 1G — Flat Position**
The weld is performed on the upper side of the joint, with the workpiece lying horizontally. This is the easiest position to weld, as gravity helps control the weld pool. It allows higher travel speeds and deposition rates.
### **2F / 2G — Horizontal Position**
The weld axis runs horizontally, but the joint face is vertical. The weld pool tends to sag downward due to gravity, requiring adjustments in technique and parameters to avoid undercut and overlap.
### **3F / 3G — Vertical Position**
The weld is deposited along a vertical axis, either progressing upward (vertical-up) or downward (vertical-down). Gravity pulls the mol
General
# WELDING POSITIONS — WHAT ARE THEY FOR?
Welding positions define the spatial orientation in which a weld is performed relative to the workpiece and the welder. They are essential because they directly influence the behavior of the molten weld pool, the technique applied, the parameters used, and the quality of the finished weld.
—
## Main Welding Positions
### **1F / 1G — Flat Position**
The weld is performed on the upper side of the joint, with the workpiece lying horizontally. This is the easiest position to weld, as gravity helps control the weld pool. It allows higher travel speeds and deposition rates.
### **2F / 2G — Horizontal Position**
The weld axis runs horizontally, but the joint face is vertical. The weld pool tends to sag downward due to gravity, requiring adjustments in technique and parameters to avoid undercut and overlap.
### **3F / 3G — Vertical Position**
The weld is deposited along a vertical axis, either progressing upward (vertical-up) or downward (vertical-down). Gravity pulls the mol
admin June 15, 2026 4 min 0
Welding positions are established to qualify a welder’s skill. When referring to welding positions, we are talking about a joint that will be performed in a position other than flat, given that the flat position is the most suitable for producing the highest quality weld. However, not all work can be performed in the flat position, which is why welding positions exist — they serve to determine a welder’s skill when performing a job. To qualify a welder’s skill, a previously qualified welding procedure must be in place; the types of joints to be performed and the positions in which they will be executed must be analyzed, in order to determine the best position for qualifying the welder. The most demanding tests for evaluating a welder’s skill involve pipe joints, as it is understood that welding on a cylindrical surface is more complex than welding on a flat surface.
For welder qualification to be carried out in the best possible manner, the acceptance criteria of the code or standard used as reference for fabrication or repair must be reviewed. Keep in mind that codes and standards have a defined scope that is essential to consider throughout project development. This is why the AWS (American Welding Society) has established codes and standards for everything related to the fabrication of metal structures. The American Society of Mechanical Engineers (ASME) covers everything related to pressure vessels, and the American Petroleum Institute (API) establishes standards for the construction of pipelines and crude oil storage tanks.
These are the primary organizations, and all of them establish acceptance criteria for welding procedures and welder qualification, in which position becomes an essential variable for skill assessment.
Position does not affect the mechanical properties of the weld; therefore, it is not an essential variable for qualifying procedures according to the applicable code or standard.
The specification shall always record the positions in which the welding is to be performed.
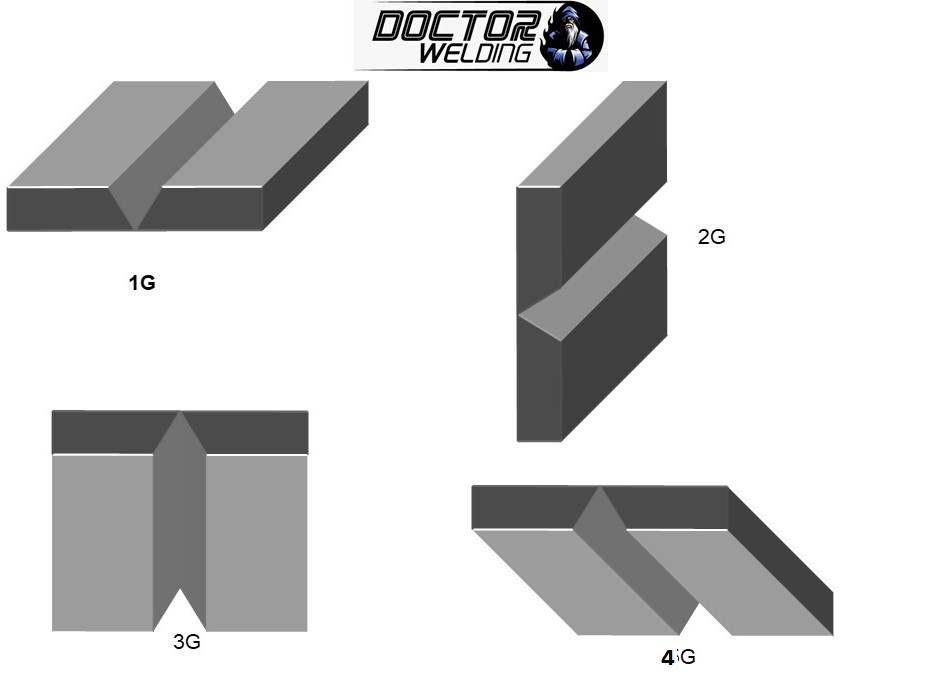
TEST POSITIONS FOR GROOVE WELDS
Positions for Plate
Flat Position, 1G. Plates positioned horizontally with the weld metal deposited from above.
Horizontal Position, 2G. Plates in a vertical plane with the weld axis horizontal.
Vertical Position, 3G. Plate in a vertical plane with the weld axis vertical.
Overhead Position, 4G. Plate in a horizontal plane with the weld metal deposited from below.
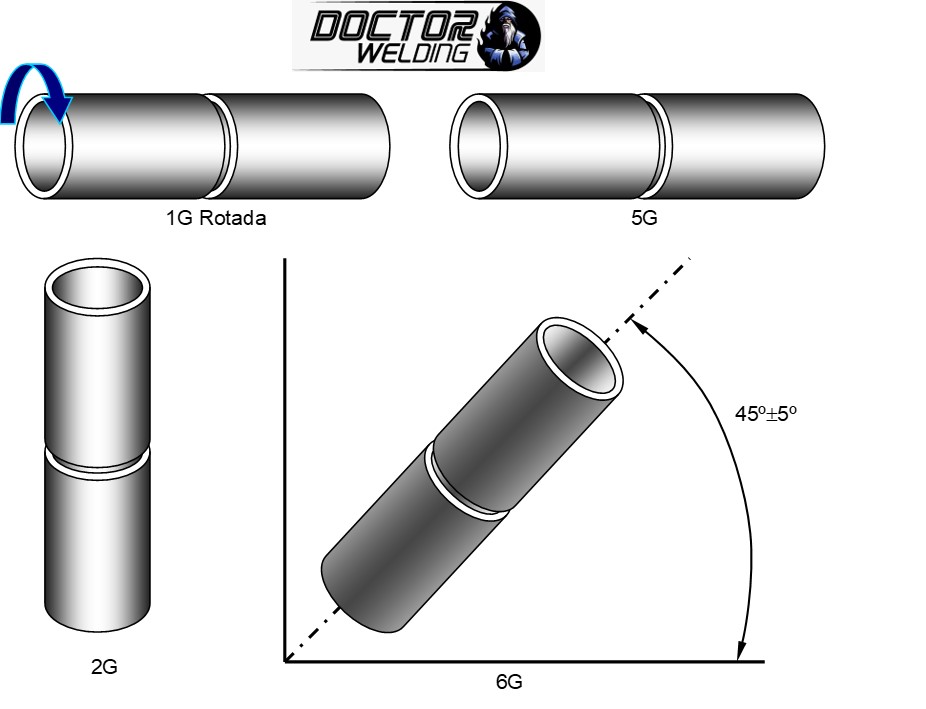
Positions for Pipe.
Flat Position, 1G. Pipe with its axis horizontal and rotated during welding so that the weld metal is deposited from above.
Horizontal Position, 2G. Pipe with its axis vertical and the weld axis in a horizontal plane. The pipe shall not be rotated during welding.
Multiple Position, 5G. Pipe with its axis horizontal and the groove weld in a vertical plane. Welding shall be performed without rotating the pipe.
Multiple Position, 6G. Pipe with its axis inclined at 45º to the horizontal. Welding shall be applied without rotating the pipe.
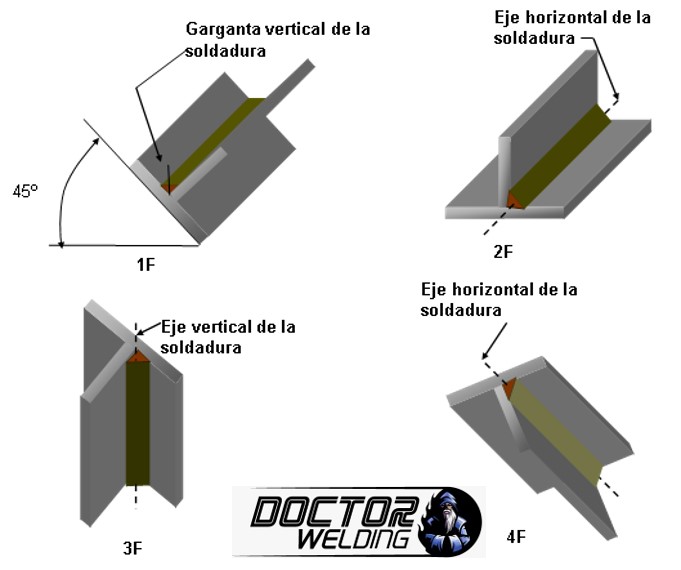
Positions for Fillet Welds in T-joints.
Flat Position, 1F. Plates so positioned that the weld is deposited with its axis horizontal and the weld throat vertical.
Horizontal Position, 2F. Plates so positioned that the weld is deposited with its axis horizontal on the upper side of the horizontal surface and against the vertical surface.
Vertical Position, 3F. Plates so positioned that the weld is deposited with its axis vertical.
Overhead Position, 4F. Plates so positioned that the weld is deposited with its axis horizontal from below the horizontal surface.
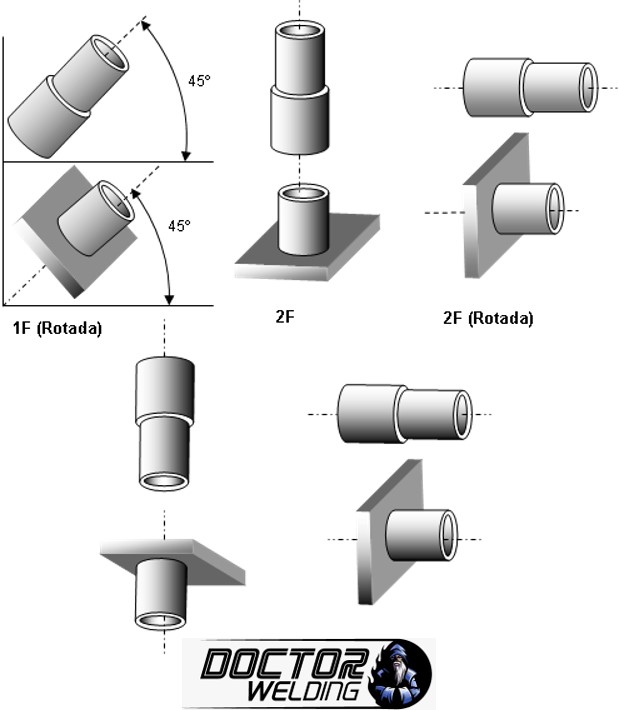
Positions for Pipe Fillet Welds.
Flat Position, 1F. Pipe with its axis inclined at 45º to the horizontal and rotated during welding so that the weld is deposited from above, with the deposition point of the weld axis horizontal and the throat vertical.
Horizontal Position, 2F and 2FR
Position 2F. Pipe with its axis vertical so that the weld is deposited on the upper side of the horizontal surface and against the vertical surface. The weld axis shall be horizontal and the pipe shall not be rotated during welding.
Position 2FR. Pipe with its axis horizontal and the weld axis deposited in the vertical plane. The pipe is rotated during welding.
Overhead Position, 4F. Pipe with its axis vertical so that the weld is deposited from below the horizontal surface and against the vertical surface. The weld axis shall be horizontal and the pipe shall not be rotated during welding. Multiple Position, 5F. Pipe with its axis horizontal and the weld axis deposited in the vertical plane. The pipe shall not be rotated during welding.
Still have a question?
Ask the DoctorWelding assistant about this topic and it answers citing our articles.