MATERIALS 
MATERIALS
## HOW ARE METALS CLASSIFIED?
Metals play a major role today in all areas of society’s development. These materials are present daily in…


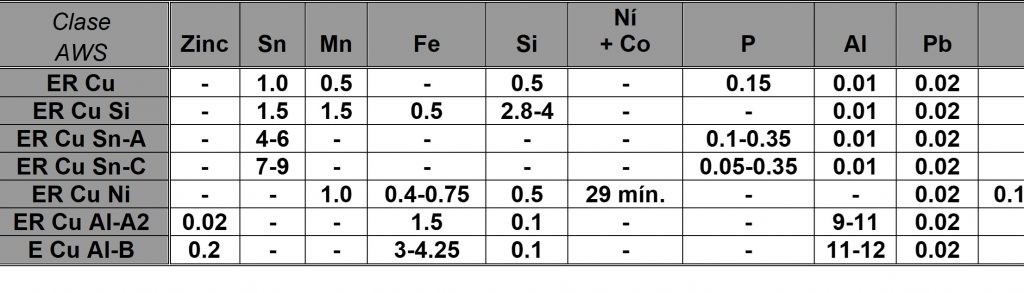
Most Copper electrode wires also contain alloying elements. Although these elements generally decrease the conductivity of pure Copper, they become necessary to increase strength, deoxidize the weld metal, and to match the chemistry of the base metal.
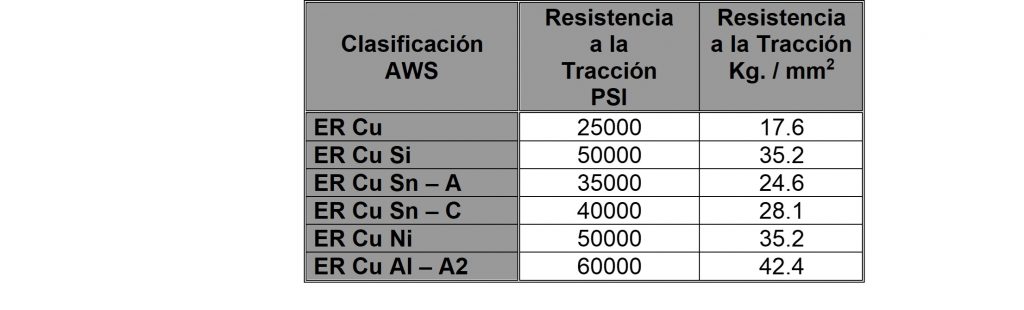
The Tables presented at the end of this article show several Copper-based electrode wires and the required transverse tensile strength. Fundamentally, the selection of the appropriate electrode wire depends on the chemical analysis of the base metal; however, this is not always possible.
Again, the selection of the electrode wire does not depend on the shielding gas, since only Argon or Helium are recommended.
The recommended use of the known electrode wires is as follows:
ER Cu (Deoxidized Copper). Due to the low content of alloying elements, electrode wires of this type are restricted to welding Pure Copper. Deoxidized Copper, free of Oxygen, can be soundly welded with good strength; however, Hard Electrolytic Copper should not be welded with an ER Cu electrode wire if good quality is required.
ER Cu Si (Silicon Bronze). This electrode wire is primarily used to weld Copper – Silicon alloys, where the chemical composition is appropriately matched. Additionally, it can be used to join Copper – Zinc alloys. Due to the high level of Silicon and the resulting deoxidation of the weld pool, Hard Electrolytic Copper can also be adequately welded. In this case, soundness and mechanical properties will be superior to those of welds deposited with the ER Cu type.
ER Cu Si type electrode wires also provide performance similar to that of low carbon steel wires with regard to arc stability and weld pool fluidity. Because of this, welding of Carbon Steel and Galvanized Steel plates can be completed successfully.
ER Cu Sn – A (Phosphor Bronze). Electrode wires of this classification are primarily used for welding Cast Iron and Mild Steels. Once again, due to the deoxidizing capacity of Phosphorus, they can be used in the welding of Hard Electrolytic Copper. However, electrode wires of this type do not contribute to increasing weld pool fluidity, so preheating becomes necessary. Copper – Zinc alloys can also be welded very successfully.
ER Cu Sn – C (Phosphor Bronze C) This electrode wire is used in place of the ER Cu Sn – A type when greater hardness, tensile strength, and yield strength are required. A post-weld heat treatment will be needed to achieve good ductility. In Copper – Zinc alloys, a better color match between the base metal and the weld deposited with this electrode wire can be obtained.
ER Cu Al (Aluminum Bronze) These electrode wires are extremely useful because they can be used to weld a wide variety of Copper alloys and ferrous metals. Due to a higher Aluminum content and the addition of Iron, the resulting weld will be stronger and harder than that deposited with an ER Cu Al electrode wire.
The materials welded with this type of electrode wire are Aluminum Bronzes of similar chemical composition, such as Alloys 612, 613, and 618. Yellow Brasses, High-Strength Copper – Zinc Alloys, Silicon Bronzes, Carbon Steels, and Copper or Copper-Clad Steels can also be welded. High-Aluminum Content Castings, such as Alloys 952 and 958, are also welded with this type of electrode wire. It can also be used for corrosion- and wear-resistant overlay applications.
CHEMICAL COMPOSITION REQUIREMENTS FOR COPPER ELECTRODE WIRES AWS SPECIFICATION A5.6-69
TENSILE STRENGTH REQUIREMENTS FOR ELECTRODE WIRES FOR COPPER AND COPPER-BASE ALLOYS AWS SPECIFICATION A5.6-69
Ask the DoctorWelding assistant about this topic and it answers citing our articles.
Metals play a major role today in all areas of society’s development. These materials are present daily in…

Copper was one of the first metals used by mankind, as it existed in relatively abundant quantities in…