One of the main functions of these types of gases is to eliminate Hydrogen, Nitrogen, and Oxygen from the weld zone, which could cause contamination and generate porosity.
The most commonly used shielding gases in the GTAW welding process, better known as TIG, are primarily Argon and Helium, along with some mixtures of these two gases, such as Argon + Helium, or Helium with small percentages of Hydrogen or Oxygen. The type of gas or mixture used can significantly affect weld quality, as it can provide better thermal and electrical conductivity.
ARGON.
This gas has low thermal conductivity, which causes the plasma to undergo less expansion through thermal ionization, generated by the gas’s ability to transfer energy. This characteristic of Argon makes arc starting easier, while also reducing arc voltage variations caused by changes in arc length, resulting in a more stable arc. For this reason, it is the most widely used shielding gas in the GTAW process.
The effect of this localized high temperature, caused by concentrated ionization, will result in equally localized penetration.
Although this is not the ideal weld bead profile, this effect provides a significant advantage for Argon, as the localized high temperature helps remove oxides from the surface of the base metal, thereby facilitating the welding of metals that form refractory oxides — that is, those whose melting point is higher than that of the base metal.
HELIUM.
Helium as a shielding gas is recommended when high arc energy values are required; for example, it is needed for metals with high thermal conductivity, such as copper and its alloys. The thermal conductivity of this gas promotes the formation of a larger ionized plasma than that generated by Argon, which produces a more uniform current density distribution across the arc, preventing localized heating and resulting in a parabolic penetration profile.
Despite these properties, Helium is rarely used due to the difficulty in obtaining it and, consequently, its high cost.
NITROGEN.
The primary use of this gas is in welding and cutting applications as a shielding gas, given its low cost, high thermal conductivity, and relatively inert behavior. Its main application is in the welding of Copper and its Alloys, although it also exhibits very good characteristics in certain stainless steel mixtures.
ARGON + HELIUM MIXTURE.
These mixtures are used to obtain the best characteristics of both gases, with the aim of increasing arc power while retaining the inherent properties of Argon.
Mixture proportions may vary, but those generally around 50% Helium have little influence on arc characteristics. The most common blend is 75% Helium + 25% Argon, which results in increased penetration compared to the use of pure Argon.
HYDROGEN MIXTURES.
Hydrogen is a naturally flammable gas that burns spontaneously as soon as it comes into contact with oxygen. In the GTAW welding process, it is used as an additive, serving to increase heat input as well as travel speed. When mixed with Argon in percentages ranging from 1% to 5%, it increases penetration and weld bead width.
This type of mixture should never be used for welding Carbon Steels, Low-Alloy Steels, or Ferritic Stainless Steels, as Hydrogen can cause cracking in these steels.
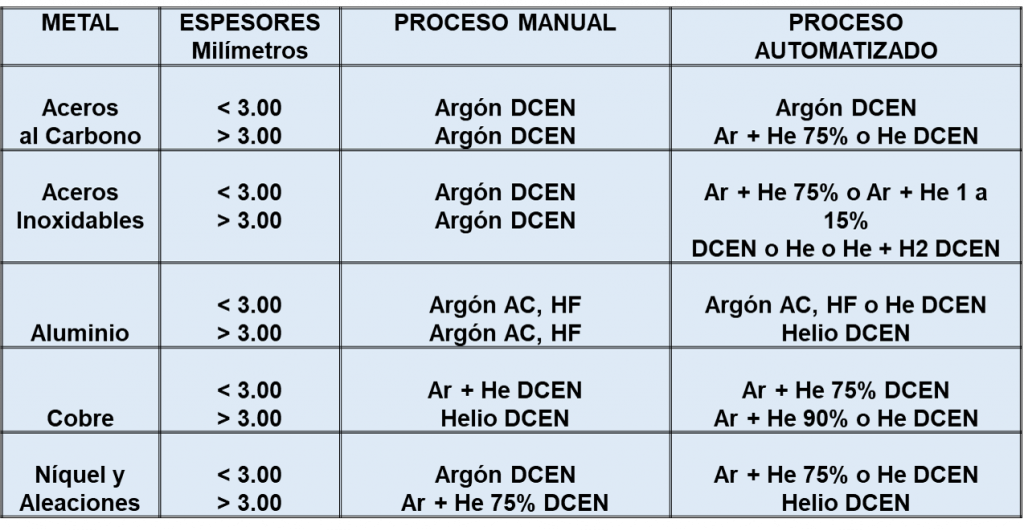
For a better understanding of the use of shielding gases in GTAW process welding, an application guide is provided below.