Currently there are more than 100 welding processes classified and endorsed by AWS, but the vast majority of welders only become familiar with the most common ones. Below is a list of welding processes that require gas shielding and a brief explanation of each one; in the future we will publish more in-depth articles on each of them.
ATOMIC HYDROGEN: A non-consumable electrode welding process in which hydrogen passes through an alternating current electric arc formed between two tungsten electrodes. The high temperature of the arc, approximately 6,000 degrees Celsius, breaks down the hydrogen molecules, leaving them in atomic form.
PLASMA: A welding process in which heat is produced by an arc created between a non-consumable tungsten electrode and the workpiece, through a gas column directed by an orifice ranging between 0.7 and 202 mm.
CARBON ELECTRODE: Heat is obtained from an electric arc formed between a carbon electrode and the workpiece, or between two carbon electrodes. If filler metal is required, it is added independently.
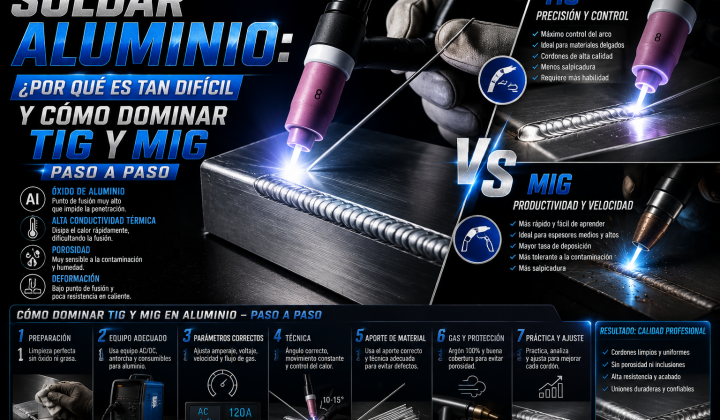
GTAW – TIG: A process in which a non-consumable tungsten electrode is used to create an arc with the workpiece, surrounded and shielded by a stream of inert gas flowing through the same nozzle that holds the electrode.
GMAW – MIG/MAG: A gas-shielded arc welding process with a consumable electrode, which simultaneously maintains the electric arc and continuously feeds filler material, while the molten metal of both the electrode and the base metal is protected from the atmosphere by the action of an inert gas such as argon or helium.
ELECTROGAS: An automatic gas-shielded arc welding method with a consumable metal electrode, used for welding sheet plates vertically and circumferentially. Heat is produced by an electric arc and only direct current is used; this process requires constant voltage and direct current power supply for welding, with the electrode at positive polarity. Welding current can range from 100 to 800 A, and voltage can vary between 30 and 50 V. A wire feeder is used to supply the electrode, which is selected based on the material being welded. The electrode may have a flux core to provide protection against atmospheric contamination, or a shielding gas—generally carbon dioxide—may be used with a solid wire electrode. The welding head is attached to a carriage that travels upward during the welding process.
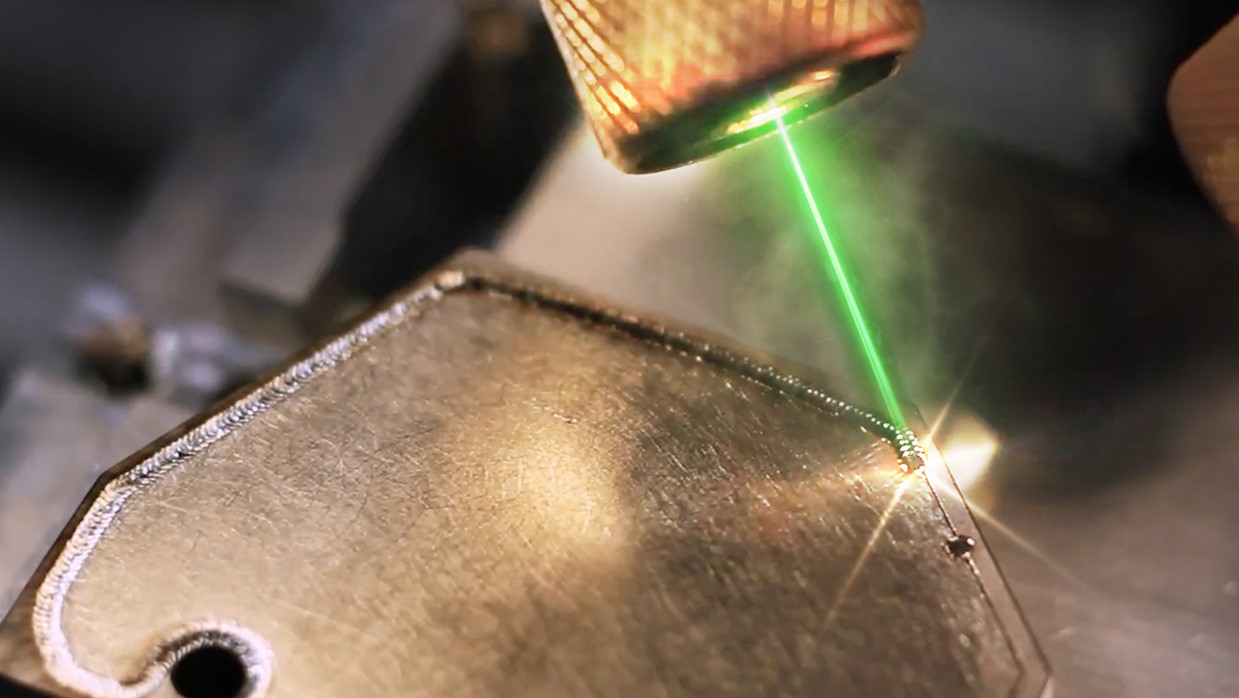
LASER BEAM: When a focused laser beam strikes the surface of a metal, the light is partially reflected, scattered, transmitted, and absorbed. A typical laser welding system consists of the laser generator, a cooling system for the laser cavity, an optical output system, a workstation with alignment fixtures, and a beam director for pointing the beam at the desired location.
ELECTRON BEAM: In this process, the heat required to join the material is generated by a concentrated, high-velocity beam of electrons—typically in a vacuum—focused onto the surface to be joined. When these electrons strike the joint, their kinetic energy is converted into intense heat.
Electron beam welding is a method that uses a concentrated stream of electrons generated by a filament and directed at the joint to be welded. The heating is highly localized and most of the assembly remains cool and dimensionally stable. This results in a very narrow weld with a minimal heat-affected zone. Filler metal is not required since the base metal of the assembly is melted. Because this method requires a direct line of sight, welding around corners or reentrant angles is not possible. Weld penetration depths of up to 30 mm can be achieved, and computer control ensures minimal operator dependency, providing good reproducibility across a batch of components, even though it is essentially a single-piece process. Since heat input is highly localized, it is possible to weld components that have previously undergone heat treatment; it is a highly economical method for the production of driveshafts.